
食品饮料工厂正在把清洗、追溯和质量记录推向自动化,智能 CIP 卫生级压力监测的重要性随之上升。压力本身不能单独证明清洗合格,但它能帮助验证 CIP 循环中的泵、喷淋装置、回流管路和阀阵路径是否按预期工作。
1. 智能 CIP 卫生级压力监测是 2026 食品自动化热点
食品饮料制造商正在加大自动化投入,因为人工短缺、SKU 增多、追溯期限和老旧工厂改造压力正在叠加。CRB 的 2026 食品安全报告强调了卫生设计、数字追溯、自动化和环境控制的重要性,EOSYS 也指出食品饮料自动化正在围绕更稳定的执行、劳动力压力和追溯要求升级。
CIP(Clean-in-Place,在线清洗)是指不拆开设备,直接清洗罐体、管道、灌装机、换热器和工艺撬装内部表面。在智能 CIP 系统中,清洗不再只是纸面配方,而是由时间、温度、流量、电导率、阀位、化学浓度、泵状态和压力共同形成的可追溯记录。智能 CIP 卫生级压力监测之所以重要,是因为压力能帮助判断清洗能量是否真正到达了目标回路。
参考热点来源:CRB 2026 Horizons Food Safety report note 和 EOSYS food and beverage automation trends。
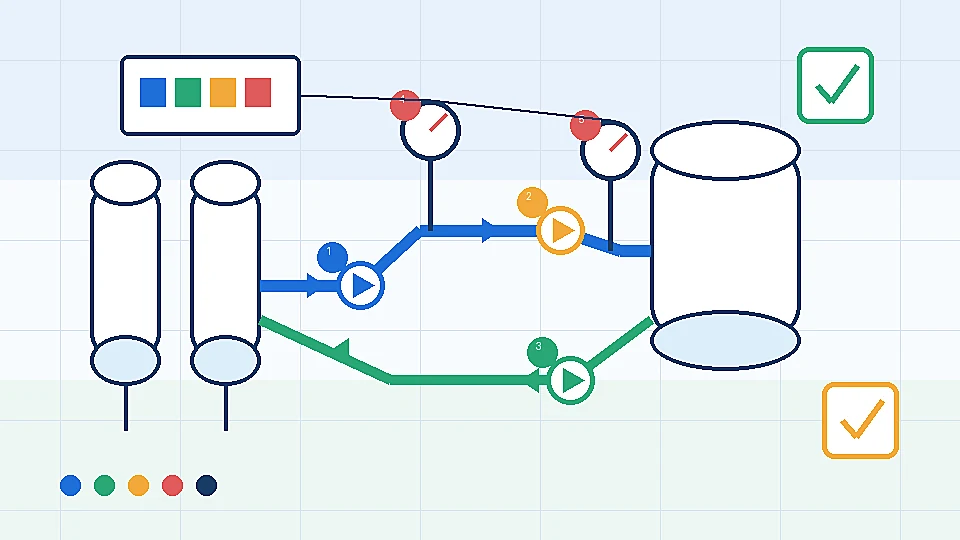
查看 CIP 压力监测概念 ->结合文章内容对比压力信号、清洗步骤和卫生测点。→2. CIP 循环中压力能证明什么,不能证明什么
压力不是微生物检测值。压力表或压力变送器不能单独证明表面已经清洁,不能替代验证,也不能确认化学浓度。它是一个工艺行为信号。只有和流量、温度、电导率、阀位反馈一起看时,压力才能帮助操作人员判断清洗路径在液压上是否合理。
例如,喷淋球步骤中供液压力偏低,可能意味着泵扬程不足、旁路打开、过滤器堵塞、阀门未全开或临时连接尺寸不足。回流压力偏高,可能指向管路受限、排放受阻、泡沫、产品残留或阀阵路径错误。正常压力趋势不能保证清洗合格,但异常压力趋势是放行设备前必须调查的信号。
因此,CIP 记录应把压力当成证据链的一层:它支持“路线正确、清洗能量足够、泵运行稳定、没有明显堵塞”这一判断。最终放行仍取决于工厂经过验证的程序、检查要求和食品安全体系。
3. 食品饮料工厂的 CIP 压力监测点
优秀的压力监测设计应从清洗失效模式出发,而不是先从仪表目录出发。乳品巴氏杀菌回路、啤酒罐、饮料灌装机、酱料管线和配料撬装的残留物、管长、高差、喷淋装置和清洗化学品都不同,因此监测点也会不同。
常见压力点包括 CIP 供液泵出口、换热器后的供液总管、回到 CIP 撬装前的回流管、过滤器或滤网差压、公用水或蒸汽压力,以及高风险设备附近的本地测点。供液压力用于确认泵和路径能否提供清洗能量;回流压力帮助发现限制或排放问题;过滤器差压能提示污染物累积并影响清洗流量。
压力趋势必须按步骤解释。预冲洗、碱洗、中间冲洗、酸洗、最终冲洗,以及可选的消毒或 SIP 步骤,预期压力行为并不相同。对所有步骤使用同一个报警限值,可能造成误报警,也可能漏掉真实清洗问题。
使用 CIP 规格清单 ->选型前记录介质、温度、量程、连接、清洗暴露和信号要求。→4. CIP 用卫生型压力表与压力变送器选型

食品饮料 CIP 压力仪表通常首先围绕卫生设计来选型。接液部件常用 316L 不锈钢;当工艺需要避免死角、缝隙或产品残留时,连接方式可能采用卫生卡箍或隔膜密封。具体连接标准和表面粗糙度必须结合客户工艺和卫生要求确认。
机械式卫生级压力表提供现场本地参考,适合调试、维护和故障排查。压力变送器则向 PLC、SCADA、历史数据库和批记录提供连续信号。很多工厂两者都需要:压力表帮助确认电子数值是否可信,变送器则形成审计记录。
选型细节包括正常压力和最高压力、清洗温度、酸碱暴露、隔膜材质、填充液、卡箍尺寸、垫片材质、防护等级、表盘可读性、变送器输出、校准便利性,以及仪表是否处于冲洗区域。对于强腐蚀化学品、高温或受监管的卫生应用,最终材质和文件包应由工厂工程师或质量团队确认。
5. 从 Golden CIP 数据到压力报警
智能 CIP 项目常会寻找一个可重复的最佳清洗循环,有时称为 Golden CIP:它是在时间、温度、电导率、流量和压力行为都可接受的情况下完成有效清洗的参考循环。这个基线建立后,压力数据就能用于异常管理。操作人员不需要人工解读每一条趋势,而是需要在清洗偏离已知良好行为时获得清晰报警。
压力报警应按步骤、按设备设置。啤酒清酒罐、无菌灌装机和长距离酱料输送线的清洗液压特征不同。有效报警可以包括洗涤步骤供液压力低、排放步骤回流压力高、泵出口压力不稳、路线保持时压力损失,或压力模式与阀位状态不匹配。
CIP 自动化讨论通常强调重复性、实时数据,以及温度、湍流、浊度、滴定和循环时间等变量。压力应作为诊断信号与这些变量并列,而不是单独作为清洗成功证明。参考:Smart CIP systems and real-time data。
6. CIP 系统卫生级压力监测规格清单
智能 CIP 卫生级压力监测的规格定义,应先描述工艺,再确定仪表。应用资料应包括食品或饮料产品、清洗化学品、温度范围、压力范围、连接方式、卡箍尺寸、预期冲洗环境、信号输出,以及仪表接触的是产品、清洗液还是公用工程管线。
随后再根据测量目的选择仪表类型。低压本地显示且希望使用齐平或隔离感压面的场景,可考虑膜片式压力表。对于黏稠产品、颗粒、腐蚀性清洗液,或卫生几何结构不适合标准波登管接口的工况,可能需要隔膜密封。对于水、空气、蒸汽等非产品公用工程管线,在连接和材质匹配时,不锈钢压力表可以作为工程选项。
背景阅读可参考 食品和制药卫生型压力表选型 和 316L 不锈钢与黄铜压力表接液材质对比。智能 CIP 卫生级压力监测只有在仪表、卫生设计、自动化逻辑和质量记录一起定义时才最有效。目标不是宣传某个产品,而是建立能支持稳定清洗、快速排查和食品安全记录的压力数据。
关键要点
- 智能 CIP 卫生级压力监测能支持清洗验证记录,但不能替代验证或微生物检查。
- 压力需要结合流量、温度、电导率、阀位和泵状态一起解读,价值才最高。
- 卫生级压力表和变送器应根据清洗介质、温度、压力范围、连接、接液材质和冲洗暴露条件选型。
相关产品
- 膜片压力表 - 1 款 (ZX-05-1) — 0–60 kPa
- 隔膜压力表 - 径向 1 (ZX-04-R1) — 0–60 MPa
常见问题
什么是智能 CIP 卫生级压力监测?
智能 CIP 卫生级压力监测是在在线清洗循环中记录压力行为,并结合流量、温度、电导率、阀位和泵状态判断清洗能量是否到达目标路径。
压力能证明食品管线已经清洗干净吗?
不能。压力不是微生物或化学验证结果。它能支持工艺验证,说明液压行为是否合理,但最终放行仍取决于经过验证的程序、检查和工厂食品安全体系。
CIP 系统应在哪里测量压力?
常见测点包括 CIP 供液泵出口、供液总管、回流管、过滤器或滤网差压、公用水或蒸汽压力,以及高风险设备附近的本地测点。具体位置取决于残留物、路径、管长和清洗目标。
卫生级 CIP 工况使用什么压力仪表?
食品饮料 CIP 通常使用 316L 接液部件、卫生卡箍连接,必要时使用隔膜密封;现场可配置卫生级机械压力表,控制系统记录则使用压力变送器。
确定 CIP 压力表或变送器规格前需要哪些信息?
需要确认产品或清洗介质、压力范围、温度、清洗化学品、连接方式、卡箍尺寸、垫片材质、输出信号、冲洗环境、校准方式和文件要求。