
为食品、饮料、乳制品和制药加工选择正确的压力表对于产品安全、法规遵从性和操作效率至关重要。与标准工业压力表不同,这些行业的仪表必须符合严格的卫生设计原则,以防止污染并便于彻底清洁。本文将探讨所涉及的具体工程挑战,从材料兼容性和表面光洁度要求到连接类型和认证需求。我们将指导B2B经销商、OEM设备制造商和工厂工程师了解选择卫生型压力表的关键考虑因素,以确保工艺完整性并符合全球标准。
为什么卫生设计在食品和制药加工中至关重要

在食品、饮料、乳制品和制药行业,产品完整性至关重要。包括压力表在内的仪表卫生设计不仅是最佳实践,更是法规要求。其主要目标是消除微生物滋生和繁殖的区域,防止产品污染并确保消费者安全。这需要对材料选择、表面光洁度和整体结构给予细致的关注。
例如,产品接触表面必须光滑且无缝隙。3-A卫生标准74-07和EHEDG指南EL CLASS I等行业标准规定,所有湿润部件的表面光洁度必须达到Ra ≤ 0.8 µm(32 Ra微英寸)。这种超光滑的表面可防止细菌附着并实现有效清洁。符合EN 837-1或ASME B40.100等标准的传统工业压力表通常采用螺纹连接和内部机构,会产生“死角”或无法冲洗的区域,使其不适用于卫生应用。
此外,所用材料必须与工艺介质和清洁剂兼容。不锈钢牌号,特别是316L,因其耐腐蚀性和惰性而受到青睐。弹性密封件必须符合FDA标准,并能抵抗就地清洗(CIP)和就地灭菌(SIP)循环中使用的高温和腐蚀性化学品。未能遵守这些设计原则可能导致代价高昂的产品召回、法规罚款和声誉损害,这凸显了正确选择卫生型压力表的关键作用。
浏览压力表产品目录 →探索143+工业压力表型号→CIP和SIP:清洗和灭菌兼容性
卫生型压力表承受严格的就地清洗(CIP)和就地灭菌(SIP)循环的能力是卫生加工中不可协商的要求。CIP涉及在工艺管线中循环清洗液(例如,苛性碱、酸、消毒剂),而SIP则使用蒸汽或热水对设备进行灭菌。这两个过程都会使仪表暴露在高温和腐蚀性化学品中。
为这些环境指定的压力表必须设计成能够长时间承受高达150°C(302°F)的温度,而不会影响精度或结构完整性。这需要坚固的结构以及隔膜、密封件和填充液使用高性能材料。例如,隔膜密封件通常填充符合FDA标准的流体,如NSF H1硅油或食品级甘油,它们在宽温度范围内保持稳定,并且在意外泄漏时无毒。
至关重要的是,设计必须防止在管道中产生死角,即工艺流体可能停滞并难以清洁的管道或仪表连接部分。齐平安装隔膜密封件和特定连接类型,如卡箍连接(DIN 32676 / ISO 2852)或卫生型DIN 11851,旨在消除此类区域,确保完全可排空和可清洁性。将卫生型压力表正确集成到工艺管线中对于促进有效的CIP/SIP和维护HACCP控制区域至关重要。
隔膜密封技术和齐平安装设计
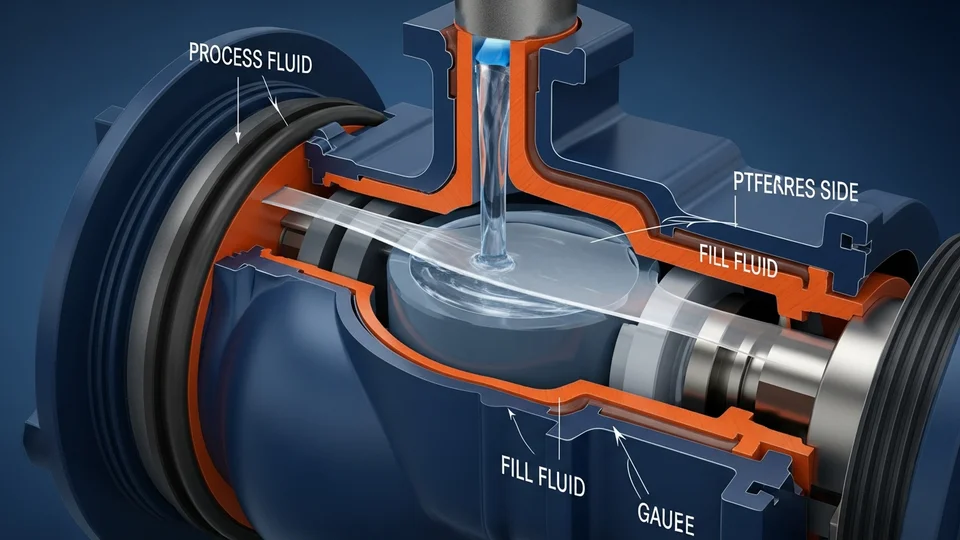
对于卫生应用,隔膜密封技术是基础。隔膜密封将压力测量仪表与工艺介质隔离,防止仪表内部组件受到污染,并保护其免受腐蚀性或粘性流体的侵害。隔膜本身通常由316L不锈钢或特殊合金制成,焊接在工艺连接件上,形成一个密封。
齐平安装隔膜密封件尤为关键。与传统的螺纹连接不同,齐平安装设计确保隔膜直接暴露于工艺流中,消除任何可能积聚产品的缝隙或死角。这种设计对于满足严格的表面光洁度要求(Ra ≤ 0.8 µm)和促进彻底的CIP/SIP至关重要。隔膜与仪表传感元件之间的空间填充有符合FDA标准的流体,例如NSF H1硅油或食品级甘油,可准确传递压力。
连接类型是另一个重要的考虑因素。卡箍连接(DIN 32676 / ISO 2852)因其快速组装/拆卸、无缝隙设计和易于清洁而受到广泛青睐。卫生型DIN 11851连接也很常见,特别是在欧洲乳制品和食品加工中。这两种类型都旨在防止产品滞留并确保平滑、不间断的流路。在选择卫生型压力表时,隔膜密封和连接类型的选择直接影响系统的整体卫生和可清洁性。
申请免费报价我们的工程师24小时内回复→标准合规性:3-A、EHEDG、FDA和USP Class VI
在食品、饮料、乳制品和制药应用中,卫生型压力表必须符合公认的行业标准。这些标准为卫生设计、材料选择和制造过程提供了框架,确保产品安全和法规认可。
| 标准 | 重点领域 | 主要要求 |
|---|---|---|
| 3-A卫生标准74-07 | 乳制品和食品加工 | 卫生设计、可清洁性、材料兼容性、Ra ≤ 0.8 µm表面光洁度 |
| EHEDG (欧洲卫生工程与设计组织) EL CLASS I | 一般卫生设计 | 可测试的清洁性、可灭菌性、材料选择、Ra ≤ 0.8 µm表面光洁度 |
| FDA (美国食品药品监督管理局) | 材料安全 | 与食品/药品接触的材料必须无毒、无浸出且经批准(例如,CFR Title 21) |
| USP Class VI (美国药典) | 生物相容性 | 用于制药的塑料/弹性体必须通过严格的生物反应性测试 |
Manogauge等制造商,成立于2010年并获得ISO 9001 / CE / KS认证,均遵守这些全球基准。在采购卫生型压力表时,务必索取全面的证书文件。这包括材料可追溯性证书(例如,EN 10204 3.1)、湿润部件和填充液的FDA合规函以及官方3-A授权函。对于制药应用,证明弹性体符合USP Class VI的文件至关重要。这些证书确保仪表符合HACCP控制区域的严格要求,并有助于法规审计。
选型指南:乳制品、饮料、生物制药和精细化工
选择合适的卫生型压力表需要对每个行业部门的特定需求有细致的了解。虽然核心卫生原则保持不变,但特定于应用的细微差别决定了最佳选择。
对于乳制品和饮料加工,重点是强大的可清洁性和对频繁CIP循环的抵抗力。带有齐平安装隔膜密封件的卡箍连接(DIN 32676 / ISO 2852)是标准配置。湿润部件应为316L不锈钢,表面光洁度为Ra ≤ 0.8 µm。符合FDA标准的填充液,如食品级甘油或NSF H1硅油,是典型的选择。符合3-A卫生标准74-07通常是首要要求。
生物制药和精细化工应用需要更高的纯度和材料可追溯性。除了3-A和EHEDG合规性外,弹性体和塑料的USP Class VI认证也至关重要。表面光洁度可能更精细,有时达到Ra ≤ 0.4 µm,并且电抛光很常见。材料可追溯性(例如,每个湿润部件的EN 10204 3.1证书)是强制性的。对于腐蚀性介质,可能需要带有特殊合金隔膜(例如,哈氏合金、蒙乃尔合金)的隔膜密封件,并且通常指定无菌连接。
常见的错误包括为卫生区域指定标准工业压力表(例如,根据EN 837-1或ASME B40.100)、忽视表面光洁度要求或未能验证填充液合规性。务必考虑工艺温度(尤其是在SIP期间,最高150°C)、压力范围、介质腐蚀性以及您所在地区的具体法规环境。Manogauge的专业知识,加上符合GB/T 1226-2017和国际标准,确保为这些关键环境提供可靠的解决方案。
关键要点
- 始终指定带有齐平安装隔膜密封件的卫生型压力表,以消除死角并确保可清洁性。
- 验证所有产品接触表面具有Ra ≤ 0.8 µm的表面光洁度,符合3-A和EHEDG指南的要求。
- 确保填充液符合FDA标准(例如,NSF H1硅油、食品级甘油),并且在CIP/SIP期间在高达150°C的温度下保持稳定。
- 选择卡箍连接(DIN 32676 / ISO 2852)或卫生型DIN 11851连接,以实现最佳卫生和易于维护。
- 要求提供全面的文件,包括材料可追溯性、FDA函件以及3-A/USP Class VI认证,以确保合规性。
相关产品
- 膜片压力表 - 1 款 (ZX-05-1) — 0–60 kPa
- 隔膜压力表 - 径向 1 (ZX-04-R1) — 0–60 MPa
常见问题
卫生型压力表所需的表面光洁度是多少?
卫生型压力表的产品接触表面必须具有Ra ≤ 0.8 µm(32 Ra微英寸)的表面光洁度。这种超光滑的表面可防止微生物附着并促进有效清洁,符合3-A卫生标准74-07和EHEDG EL CLASS I指南的规定。
为什么隔膜密封件对卫生压力测量至关重要?
隔膜密封件将压力表与工艺介质隔离,防止压力表内部部件受到污染。齐平安装设计消除了缝隙,确保隔膜直接暴露于流体,以便彻底清洁并防止管道中出现死角。
哪些填充液符合FDA标准,可用于卫生型压力表?
卫生型压力表常用的符合FDA标准的填充液包括NSF H1硅油和食品级甘油。这些流体无毒,在宽温度范围(CIP/SIP期间高达150°C)内稳定,并且可安全用于食品和制药工艺。
卫生型压力表首选哪种连接类型?
卡箍连接(DIN 32676 / ISO 2852)和卫生型DIN 11851连接是卫生型压力表的首选。这些设计提供无缝隙接口、快速组装/拆卸,并确保最佳可清洁性,防止产品滞留。
在选择卫生型压力表时应注意哪些认证?
关键认证包括3-A卫生标准74-07、EHEDG EL CLASS I、湿润材料和填充液的FDA合规性,以及制药应用中弹性体的USP Class VI。务必索取材料可追溯性和合规函件。