
Selecting the correct pressure gauge for food, beverage, dairy, and pharmaceutical processing is critical for product safety, regulatory compliance, and operational efficiency. Unlike standard industrial gauges, instruments in these sectors must meet stringent hygienic design principles to prevent contamination and facilitate thorough cleaning. This article addresses the specific engineering challenges involved, from material compatibility and surface finish requirements to connection types and certification needs. We will guide B2B distributors, OEM equipment makers, and plant engineers through the essential considerations for specifying a sanitary pressure gauge that ensures process integrity and adheres to global standards.
Why Sanitary Design Matters in Food and Pharmaceutical Processing

In food, beverage, dairy, and pharmaceutical industries, product integrity is paramount. Sanitary design of instrumentation, including pressure gauges, is not merely a best practice but a regulatory necessity. The primary goal is to eliminate areas where microorganisms can harbor and proliferate, preventing product contamination and ensuring consumer safety. This involves meticulous attention to material selection, surface finish, and overall construction.
Product-contact surfaces, for instance, must be smooth and free of crevices. Industry standards like 3-A Sanitary Standards 74-07 and EHEDG guideline EL CLASS I mandate a surface finish of Ra ≤ 0.8 µm (32 Ra microinches) for all wetted parts. This ultra-smooth finish prevents bacterial adhesion and allows for effective cleaning. Traditional industrial gauges, compliant with standards like EN 837-1 or ASME B40.100, often feature threaded connections and internal mechanisms that create 'dead legs' or unflushable areas, making them unsuitable for hygienic applications.
Furthermore, the materials used must be compatible with the process media and cleaning agents. Stainless steel grades, particularly 316L, are preferred due to their corrosion resistance and inertness. Elastomeric seals must be FDA-compliant and resistant to high temperatures and aggressive chemicals used in cleaning-in-place (CIP) and sterilization-in-place (SIP) cycles. Failure to adhere to these design principles can lead to costly product recalls, regulatory fines, and reputational damage, underscoring the critical role of a properly specified sanitary pressure gauge.
Hygienic gauge design should be checked against 3-A Sanitary Standard 74-07 for gauges and EHEDG hygienic design guidelines.
Browse Our Pressure Gauge Catalog →Explore 143+ industrial gauge models→CIP and SIP: Cleaning and Sterilization Compatibility
The ability of a sanitary pressure gauge to withstand rigorous cleaning-in-place (CIP) and sterilization-in-place (SIP) cycles is a non-negotiable requirement in hygienic processing. CIP involves circulating cleaning solutions (e.g., caustic, acid, sanitizers) through the process lines, while SIP uses steam or hot water to sterilize equipment. Both processes expose instruments to elevated temperatures and aggressive chemicals.
Pressure gauges specified for these environments must be designed to endure temperatures up to 150°C (302°F) for extended periods without compromising accuracy or structural integrity. This necessitates robust construction and the use of high-performance materials for diaphragms, seals, and fill fluids. For example, diaphragm seals are often filled with FDA-compliant fluids like silicone NSF H1 or food-grade glycerin, which maintain stability across a wide temperature range and are non-toxic in case of accidental leakage.
Crucially, the design must prevent the creation of dead legs in piping, which are sections of pipe or instrument connections where process fluid can become stagnant and resist cleaning. Flush-mount diaphragm seals and specific connection types like tri-clamp (DIN 32676 / ISO 2852) or hygienic DIN 11851 are engineered to eliminate such areas, ensuring complete drainability and cleanability. Proper integration of the sanitary pressure gauge into the process line is essential to facilitate effective CIP/SIP and maintain HACCP-controlled zones.
For CIP-resistant wetted parts, see 316L stainless steel wetted parts for CIP applications.
Diaphragm Seal Technology and Flush-Mount Design
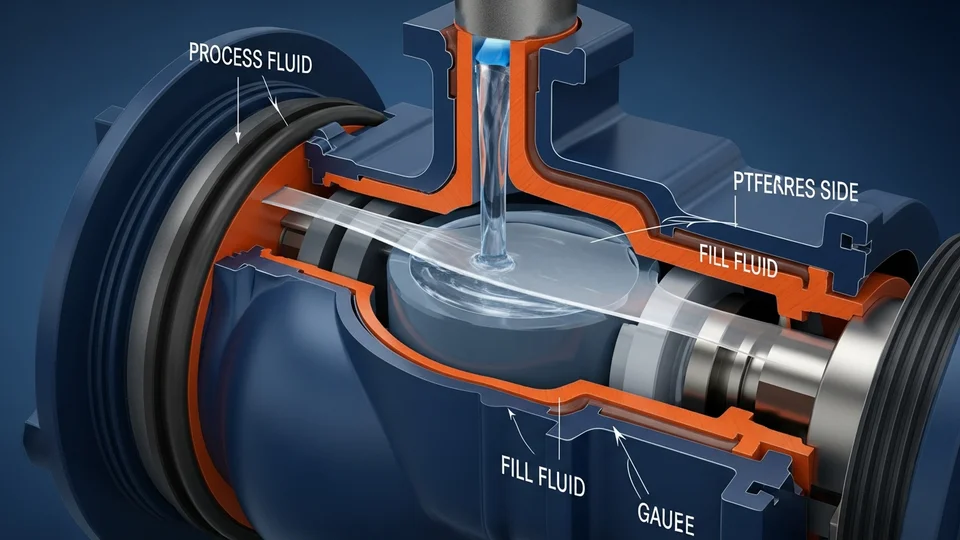
For hygienic applications, the use of diaphragm seal technology is fundamental. A diaphragm seal isolates the pressure measuring instrument from the process media, preventing contamination of the gauge's internal components and protecting it from aggressive or viscous fluids. The diaphragm itself, typically made of 316L stainless steel or exotic alloys, is welded to the process connection, creating a hermetic seal.
Flush-mount diaphragm seals are particularly critical. Unlike conventional threaded connections, a flush-mount design ensures that the diaphragm is directly exposed to the process flow, eliminating any crevices or dead spaces where product can accumulate. This design is essential for meeting the stringent surface finish requirements (Ra ≤ 0.8 µm) and facilitating thorough CIP/SIP. The space between the diaphragm and the gauge's sensing element is filled with an FDA-compliant fluid, such as silicone NSF H1 or food-grade glycerin, which transmits the pressure accurately.
Connection types are another vital consideration. Tri-clamp (DIN 32676 / ISO 2852) connections are widely preferred due to their quick assembly/disassembly, crevice-free design, and ease of cleaning. Hygienic DIN 11851 connections are also common, particularly in European dairy and food processing. Both types are designed to prevent product entrapment and ensure a smooth, uninterrupted flow path. When specifying a sanitary pressure gauge, the choice of diaphragm seal and connection type directly impacts the overall hygiene and cleanability of the system.
Polymer seals and food-contact materials should be verified against FDA 21 CFR Part 177.
Request a Free QuoteOur engineers respond within 24 hours→Standards Compliance: 3-A, EHEDG, FDA, and USP Class VI
Compliance with recognized industry standards is non-negotiable for sanitary pressure gauges in food, beverage, dairy, and pharmaceutical applications. These standards provide a framework for hygienic design, material selection, and manufacturing processes, ensuring product safety and regulatory acceptance.
| Standard | Focus Area | Key Requirement |
|---|---|---|
| 3-A Sanitary Standards 74-07 | Dairy & Food Processing | Hygienic design, cleanability, material compatibility, Ra ≤ 0.8 µm surface finish |
| EHEDG (European Hygienic Engineering & Design Group) EL CLASS I | General Hygienic Design | Testable cleanability, sterilizability, material selection, Ra ≤ 0.8 µm surface finish |
| FDA (Food and Drug Administration) | Material Safety | Materials in contact with food/drugs must be non-toxic, non-leaching, and approved (e.g., CFR Title 21) |
| USP Class VI (United States Pharmacopeia) | Biocompatibility | Plastics/elastomers for pharmaceutical use must pass rigorous biological reactivity tests |
Manufacturers like Manogauge, founded in 2010 and ISO 9001 / CE / KS certified, adhere to these global benchmarks. When procuring a sanitary pressure gauge, always request comprehensive certificate documentation. This includes material traceability certificates (e.g., EN 10204 3.1), FDA compliance letters for wetted parts and fill fluids, and official 3-A authorization letters. For pharmaceutical applications, documentation proving USP Class VI compliance for elastomers is essential. These certificates provide assurance that the instrument meets the stringent requirements for use in HACCP-controlled zones and facilitates regulatory audits.
Diaphragm element choices are explained in the diaphragm sensing element selection guide.
Selection Guide: Dairy, Beverage, Biopharma, and Fine Chemical
Selecting the appropriate sanitary pressure gauge requires a nuanced understanding of the specific demands of each industry sector. While core hygienic principles remain constant, application-specific nuances dictate optimal choices.
For Dairy and Beverage processing, the focus is on robust cleanability and resistance to frequent CIP cycles. Tri-clamp (DIN 32676 / ISO 2852) connections with flush-mount diaphragm seals are standard. Wetted parts should be 316L stainless steel with an Ra ≤ 0.8 µm finish. FDA-compliant fill fluids like food-grade glycerin or silicone NSF H1 are typical. Compliance with 3-A Sanitary Standards 74-07 is often a primary requirement.
Biopharmaceutical and Fine Chemical applications demand even higher levels of purity and material traceability. In addition to 3-A and EHEDG compliance, USP Class VI certification for elastomers and plastics is critical. Surface finishes may be even finer, sometimes Ra ≤ 0.4 µm, and electropolishing is common. Material traceability (e.g., EN 10204 3.1 certificates for every wetted component) is mandatory. Diaphragm seals with exotic alloy diaphragms (e.g., Hastelloy, Monel) may be necessary for aggressive media, and sterile connections are often specified.
Common mistakes include specifying standard industrial gauges (e.g., per EN 837-1 or ASME B40.100) for hygienic zones, overlooking surface finish requirements, or neglecting to verify fill fluid compliance. Always consider the process temperature (especially during SIP, up to 150°C), pressure range, media corrosiveness, and the specific regulatory landscape of your region. Manogauge's expertise, backed by compliance with GB/T 1226-2017 and international standards, ensures reliable solutions for these critical environments.
Export buyers should also review pressure gauge global export certifications.
Key takeaways
- Always specify a sanitary pressure gauge with a flush-mount diaphragm seal to eliminate dead legs and ensure cleanability.
- Verify that all product-contact surfaces have an Ra ≤ 0.8 µm finish, as mandated by 3-A and EHEDG guidelines.
- Ensure fill fluids are FDA-compliant (e.g., silicone NSF H1, food-grade glycerin) and stable up to 150°C for CIP/SIP.
- Choose tri-clamp (DIN 32676 / ISO 2852) or hygienic DIN 11851 connections for optimal hygiene and ease of maintenance.
- Demand comprehensive documentation including material traceability, FDA letters, and 3-A/USP Class VI certifications for compliance.
Related products
- Diaphragm Pressure Gauge - Type 1 (ZX-05-1) — 0–60 kPa
- Isolating-Diaphragm Gauge - Radial Type 1 (ZX-04-R1) — 0–60 MPa
Frequently asked questions
What is the required surface finish for a sanitary pressure gauge?
Product-contact surfaces on a sanitary pressure gauge must have a surface finish of Ra ≤ 0.8 µm (32 Ra microinches). This ultra-smooth finish prevents microbial adhesion and facilitates effective cleaning, as specified by 3-A Sanitary Standards 74-07 and EHEDG EL CLASS I guidelines.
Why are diaphragm seals essential for hygienic pressure measurement?
Diaphragm seals isolate the pressure gauge from the process media, preventing contamination of the gauge's internal parts. Flush-mount designs eliminate crevices, ensuring the diaphragm is directly exposed to the flow for thorough cleaning and preventing dead legs in piping.
What fill fluids are FDA-compliant for sanitary pressure gauges?
FDA-compliant fill fluids commonly used in sanitary pressure gauges include silicone NSF H1 and food-grade glycerin. These fluids are non-toxic, stable across a wide temperature range (up to 150°C for CIP/SIP), and safe for use in food and pharmaceutical processes.
Which connection types are preferred for sanitary pressure gauges?
Tri-clamp (DIN 32676 / ISO 2852) and hygienic DIN 11851 connections are preferred for sanitary pressure gauges. These designs offer crevice-free interfaces, quick assembly/disassembly, and ensure optimal cleanability, preventing product entrapment.
What certifications should I look for when specifying a sanitary pressure gauge?
Key certifications include 3-A Sanitary Standards 74-07, EHEDG EL CLASS I, FDA compliance for wetted materials and fill fluids, and USP Class VI for elastomers in pharmaceutical applications. Always request material traceability and compliance letters.