يتطلب تحديد مواصفات مقياس الضغط الموازنة بين الأداء والسلامة والتكلفة. فالمبالغة في تحديد الدقة تضيف تكاليف غير ضرورية، بينما يؤدي التقليل منها إلى المساس بالتحكم في العمليات وسلامة المصنع. يعتمد الاختيار الأمثل على فهم واضح لمعايير الدقة الدولية، والمتطلبات المحددة للتطبيق، والعوامل البيئية التي تقلل من أداء الجهاز بمرور الوقت. تقدم هذه النظرة الفنية إطارًا منهجيًا لاختيار فئة دقة مقياس الضغط المناسبة للخدمة الصناعية، مما يضمن قياسًا موثوقًا وسلامة تشغيلية.
فهم معايير الدقة: ASME B40.100 و EN 837-1

تُعرَّف دقة مقياس الضغط بأنها مدى تطابق القيمة المُشار إليها مع قيمة الضغط الحقيقية. بالنسبة للمقاييس التناظرية (أنبوب بوردون)، يُعبَّر عن ذلك عادةً كنسبة مئوية من نطاق القياس الكامل، أو الامتداد (span). هناك معياران دوليان رئيسيان يحكمان هذه التصنيفات: ASME B40.100 في أمريكا الشمالية و EN 837-1 في أوروبا. يحدد كلا المعيارين درجات أو فئات دقة تحدد أقصى خطأ مسموح به عبر تدريج المقياس.
من الضروري التمييز بين دقة القيمة الكاملة للتدريج ودقة القراءة. تُحدَّد مواصفات جميع المقاييس التناظرية الصناعية تقريبًا بدقة القيمة الكاملة للتدريج. ففي مقياس بدقة 1.0% ونطاق 0-100 bar، يكون أقصى خطأ مسموح به هو ±1 bar عند *أي نقطة على التدريج*. وهذا يعني أن الخطأ النسبي يكون أعلى بكثير في الجزء الأدنى من النطاق (على سبيل المثال، خطأ ±1 bar عند قراءة 10 bar يمثل خطأ بنسبة 10% بالنسبة للقراءة). لهذا السبب، يجب أن يكون ضغط التشغيل العادي دائمًا في الثلث الأوسط من نطاق المقياس (حوالي 25% إلى 75% من النطاق)، حيث تكون الدقة المعلنة أكثر فعالية.
في المقابل، فإن دقة القراءة، الشائعة في المقاييس الرقمية، تحدد الخطأ كنسبة مئوية من القراءة المحددة. وهذا يوفر دقة نسبية أكثر اتساقًا عبر نطاق القياس ولكنه ليس المعيار المتبع للمقاييس الميكانيكية.
تصفح كتالوج مقاييس الضغط →استكشف أكثر من 143 نموذجاً من المقاييس الصناعية→مضاهاة درجات الدقة بين المعايير
كثيرًا ما يواجه المهندسون مواصفات تشير إلى معايير ASME أو EN. ورغم تشابه المبادئ، تختلف مُعرِّفات الدرجات. يعد فهم التكافؤ بينها أمرًا ضروريًا للتوريد العالمي وتحديد مواصفات المعدات. يستخدم معيار ASME B40.100 نظامًا حرفيًا (مثل 1A، 2A، B)، بينما يستخدم EN 837-1 رقم فئة يتوافق مع النسبة المئوية للخطأ (مثل 1.0، 1.6).
يقدم الجدول التالي مقارنة مباشرة لدرجات الدقة الشائعة وتطبيقاتها النموذجية:
| درجة ASME B40.100 | فئة EN 837-1 | الدقة (% من النطاق) | التطبيق النموذجي |
|---|---|---|---|
| 4A | 0.1 | ±0.1% | مقاييس الاختبار، المعايير المخبرية |
| 3A | 0.25 | ±0.25% | القياس الدقيق، المعايرة |
| 2A | 0.5, 0.6 | ±0.5%, ±0.6% | التحكم الحرج في العمليات |
| 1A | 1.0 | ±1.0% | مراقبة العمليات الصناعية |
| A | 1.6 | ±1.6% | أغراض عامة، معدات OEM |
| B | 2.5 | ±2.5% | خدمات المرافق (هواء، ماء) |
| C, D | 4.0 | ±4.0% | مؤشرات منخفضة التكلفة، منظمات |
تقوم Manogauge بتصنيع أجهزة متوافقة مع جميع الدرجات الصناعية الرئيسية، مما يضمن قابلية التبادل والالتزام بمواصفات المشروع بغض النظر عن المعيار المعتمد.
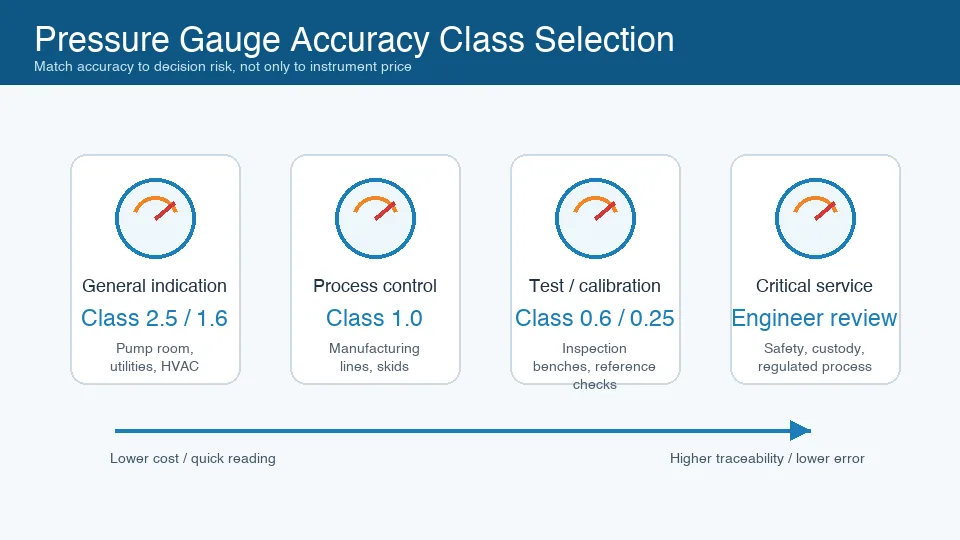
اختيار الدقة بناءً على التطبيق
تُحدَّد الدقة المطلوبة بالكامل بناءً على مدى سماحية التطبيق لخطأ القياس.
- الدرجات من 4A إلى 2A (من ±0.1% إلى ±0.5%): تُخصَّص هذه المقاييس عالية الدقة للتطبيقات التي يكون فيها القياس الدقيق حاسمًا. ويشمل ذلك منصات الاختبار، ومقاعد المعايرة، ونقاط نقل الملكية، وأنظمة السلامة الآلية (SIS) حيث يكون الضغط معلمة رئيسية لمنطق الإيقاف. التكلفة الأعلى مبررة بالحاجة إلى تقليل عدم اليقين في العملية وضمان السلامة أو الامتثال التنظيمي.
- الدرجة 1A / الفئة 1.0 (±1.0%): هذه هي المواصفة الأكثر شيوعًا لمراقبة العمليات الصناعية القياسية. فهي توفر مؤشرًا موثوقًا للمشغلين للتحكم ومراقبة العمليات مثل ضغوط تفريغ المضخات، وضغوط أوعية المفاعلات، وضغوط الأنظمة الهيدروليكية. الدقة كافية للتحكم المستقر في العملية دون تكلفة جهاز ذي درجة أعلى.
- الدرجة A / الفئة 1.6 (±1.6%): توفر هذه الدرجة حلاً فعالاً من حيث التكلفة للعديد من تطبيقات OEM والتطبيقات الصناعية حيث يعمل المقياس كمؤشر عام لحالة النظام. وهو مناسب لمراقبة الضغوط التفاضلية للمرشحات، وضغوط الخطوط الهوائية، ومستويات الخزانات حيث تكون القيمة الدقيقة أقل أهمية من معرفة حالة التشغيل التقريبية.
- الدرجات B والأدنى (≥ ±2.5%): هذه المقاييس مخصصة لخدمات المرافق العامة حيث لا يلزم سوى مؤشر ضغط أساسي. تشمل الاستخدامات الشائعة منظمات الهواء، وخطوط المياه، وغيرها من المعدات غير الحرجة.
كيف تؤثر ظروف الخدمة على دقة القياس
دقة المقياس المذكورة على لوحة بياناته هي أداؤه في ظل ظروف مختبرية ثابتة ومُتحكَّم بها. أما في الموقع، يمكن أن تؤدي عدة عوامل إلى حدوث خطأ إضافي، مما يقلل من دقته الفعلية.
- درجة الحرارة: تؤثر درجة حرارة الوسط المحيط ووسط العملية على الدقة. يتغير معامل المرونة لأنبوب بوردون (عادةً من الفولاذ المقاوم للصدأ 316L أو البرونز الفسفوري) مع درجة الحرارة، مما يسبب انحرافات في القراءة. وفقًا لمعيار ASME B40.100، يمكن أن يصل الخطأ الإضافي إلى ±0.4% من النطاق لكل 25 °F (14 °C) انحرافًا عن درجة حرارة المعايرة المرجعية (68 °F / 20 °C). طرق التخفيف: استخدم فواصل غشائية مع أنابيب شعرية لعزل المقياس عن درجات حرارة العملية القصوى أو حدد علبة مملوءة بسائل لتخفيف تقلبات درجة الحرارة المحيطة.
- الاهتزاز: يسبب الاهتزاز عالي التردد من المضخات أو المحركات أو الضواغط ارتجاجًا للمؤشر، مما يجعل قراءة المقياس صعبة ويسرّع من تآكل آلية التروس الداخلية. وهذا يؤدي إلى عطل مبكر وفقدان للدقة. طرق التخفيف: تعمل العلبة المملوءة بسائل (الجلسرين أو السيليكون) على تخميد المؤشر وتشحيم الآلية، مما يطيل عمر الخدمة بشكل كبير ويحافظ على قابلية القراءة.
- النبض ودورات الضغط: يمكن أن تسبب دورات الضغط السريعة، مثل تلك الصادرة عن مضخة إزاحة موجبة، إجهادًا للمعدن في أنبوب بوردون، مما يؤدي إلى انحراف دائم في نقطة الصفر وفي النهاية إلى العطل. طرق التخفيف: قم بتركيب مخمد نبضات أو صمام إبري قبل المقياس لتخميد النبضات. كما أن اختيار نطاق مقياس يكون فيه ضغط التشغيل في منتصف التدريج يقلل أيضًا من الإجهاد على أنبوب بوردون.
فترات المعايرة وإدارة دورة حياة الجهاز
الدقة ليست دائمة. جميع المقاييس الميكانيكية عرضة للانحراف بمرور الوقت بسبب التآكل الميكانيكي والإجهاد والعوامل البيئية. يعد وجود برنامج معايرة أمرًا ضروريًا للتحقق من أداء الأجهزة المركبة.
يعتمد تكرار المعايرة على مدى أهمية التطبيق وشدة ظروف الخدمة. كنقطة بداية شائعة:
- الخدمة الحرجة (السلامة، التحكم في العمليات): فترة 6 أشهر.
- الخدمة الصناعية العامة: فترة 12 شهرًا.
- المؤشرات غير الحرجة: التحقق أثناء فترات التوقف المخطط لها للمصنع أو إذا أصبحت القراءات مشكوكًا فيها.
تكشف سجلات المعايرة عن اتجاه أداء الجهاز. فالمقياس الذي يتطلب باستمرار تعديلاً كبيرًا هو مرشح للاستبدال. يجب أن يكون معيار المعايرة المستخدم أكثر دقة بأربع مرات على الأقل من الجهاز قيد الاختبار (نسبة عدم يقين الاختبار 4:1) لضمان صحة المعايرة. المعايرة المنتظمة ليست مجرد ممارسة فضلى؛ بل هي مكون أساسي في إدارة سلامة العمليات وأنظمة مراقبة الجودة مثل ISO 9001.
Key takeaways
- اختر نطاق قياس يقع فيه ضغط التشغيل العادي بين 25% و 75% من القيمة الكاملة للتدريج للحصول على أفضل دقة وعمر افتراضي.
- استخدم دقة 1.0% (ASME 1A) أو 1.6% (ASME A) للمراقبة العامة؛ وخصص دقة 0.5% (ASME 2A) أو أفضل للتحكم الحرج في العمليات وأنظمة السلامة.
- حدد مقاييس مملوءة بسائل في التطبيقات التي بها اهتزاز أو نبضات كبيرة لحماية الآلية الداخلية للجهاز وضمان قابلية القراءة.
- اعزل المقاييس عن درجات حرارة الوسط التي تقل عن -20°C أو تزيد عن +65°C باستخدام فواصل غشائية أو سيفونات أو أنابيب شعرية لمنع الخطأ الحراري.
- طبق جدول معايرة دوري بناءً على أهمية التطبيق للتحقق من الدقة أثناء الخدمة وإدارة دورة حياة الجهاز.
Related products
- General Pressure Gauge - Radial (ZX-08-R) — 0–40 MPa
- Stainless Steel Pressure Gauge - Radial (ZX-01-R) — 0–100 MPa
Часто задаваемые вопросы
What accuracy class should I select for general industrial monitoring?
For general-purpose process monitoring (tank levels, pipeline pressures, utility systems), accuracy class 1.6 per EN 837-1 (±1.6% of full scale) is standard and adequate. Specify class 1.0 only when tighter tolerances are required for control or safety interlock circuits.
How do I calculate actual measurement error from accuracy class?
Multiply the full-scale range by the accuracy class percentage. Example: a 0–10 bar gauge at class 1.6 has a maximum error of ±0.16 bar across the entire scale. At mid-scale (5 bar), this represents a ±3.2% relative error — important when specifying gauges for process control near set points.
Why should the working pressure be 25–75% of the gauge's full-scale range?
Operating below 25% of full scale produces inaccurate readings because Bourdon tube deflection is minimal. Operating above 75% causes metal fatigue, reducing gauge life and accuracy. The 25–75% rule optimizes both accuracy and service life. For pulsating pressures, restrict to 25–65% of full scale.
What is the difference between accuracy class and total error band?
Accuracy class (the EN 837-1 class) covers only the maximum scale deviation under stable conditions. Total error band also includes hysteresis (deviation between ascending and descending readings), repeatability (consistency across multiple readings), and temperature error (shift with ambient temperature changes). For critical measurements, specify all four parameters.
When should I upgrade from accuracy class 1.6 to class 0.6?
Upgrade to class 0.6 or better for: pressure-based flow measurement (orifice plates, where 1% flow error requires 0.5% pressure accuracy), safety instrumented systems (SIS) where the gauge reading triggers an interlock, pharmaceutical or food process control with regulatory accuracy requirements, and any application where a class 1.6 error (±1.6% FS) exceeds the process tolerance.
Can accuracy class degrade over time in service?
Yes. Bourdon tube metal fatigue, process contamination, and vibration can all cause accuracy drift. EN 837-1 recommends annual calibration for class 0.6 and better, and periodic calibration every 1–3 years for class 1.6 in industrial service. Replace gauges showing more than 1.5× their rated error during calibration verification.