Bir basınç göstergesi seçimi, performans, güvenlik ve maliyet arasında bir denge kurmayı gerektirir. Gereğinden yüksek doğruluk sınıfı seçmek gereksiz maliyete yol açarken, düşük doğruluk sınıfı seçmek proses kontrolünü ve tesis güvenliğini tehlikeye atabilir. Optimum seçim; uluslararası doğruluk standartlarının, uygulamanın özel gereksinimlerinin ve zamanla enstrüman performansını düşüren çevresel faktörlerin net bir şekilde anlaşılmasına bağlıdır. Bu teknik genel bakış, endüstriyel hizmetler için uygun basınç göstergesi doğruluk sınıfını seçmek üzere sistematik bir çerçeve sunarak güvenilir ölçüm ve operasyonel bütünlük sağlar.
Doğruluk Standartlarını Anlamak: ASME B40.100 ve EN 837-1

Basınç göstergesi doğruluğu, gösterilen değerin gerçek basınç değerine uygunluğu olarak tanımlanır. Analog (Bourdon tüplü) göstergeler için bu, genellikle tam ölçek aralığının veya 'span'in bir yüzdesi olarak ifade edilir. Bu sınıflandırmaları yöneten iki temel uluslararası standart vardır: Kuzey Amerika'da ASME B40.100 ve Avrupa'da EN 837-1. Her iki standart da göstergenin skalası boyunca izin verilen maksimum hatayı belirten doğruluk dereceleri veya sınıfları tanımlar.
Tam ölçek değerinin doğruluğu ile gösterge doğruluğu arasında ayrım yapmak kritik öneme sahiptir. Neredeyse tüm endüstriyel analog göstergeler, tam ölçek değerinin doğruluğuna göre sınıflandırılır. 0-100 bar aralığına sahip %1.0 doğruluk sınıfı bir gösterge için izin verilen maksimum hata, skalanın herhangi bir noktasında ±1 bar'dır. Bu, bağıl hatanın aralığın alt ucunda çok daha yüksek olduğu anlamına gelir (örneğin, 10 bar'lık bir okumadaki ±1 bar'lık bir hata, okumaya göre %10'luk bir hatadır). Bu nedenle, belirtilen doğruluğun en etkili olduğu, gösterge aralığının orta üçte birlik kısmında (yaklaşık olarak span'in %25 ila %75'i) normal çalışma basıncı bulunmalıdır.
Buna karşılık, dijital göstergeler için yaygın olan gösterge doğruluğu, hatayı belirli bir okumanın yüzdesi olarak tanımlar. Bu, ölçüm aralığı boyunca daha tutarlı bir bağıl doğruluk sağlar ancak mekanik göstergeler için standart değildir.
Manometre Kataloğumuzu İnceleyin →143'ten fazla endüstriyel manometre modeli→Standartlar Arası Doğruluk Sınıfı Karşılaştırması
Mühendisler genellikle ASME veya EN standartlarına atıfta bulunan spesifikasyonlarla karşılaşırlar. Prensipler benzer olsa da, sınıf tanımlayıcıları farklıdır. Eşdeğerliği anlamak, küresel tedarik ve ekipman spesifikasyonu için esastır. ASME B40.100 bir harf sistemi (örneğin, 1A, 2A, B) kullanırken, EN 837-1 yüzde hatasına karşılık gelen bir sınıf numarası (örneğin, 1.0, 1.6) kullanır.
Aşağıdaki tablo, yaygın doğruluk sınıflarının ve tipik uygulamalarının doğrudan bir karşılaştırmasını sunmaktadır:
| ASME B40.100 Sınıfı | EN 837-1 Sınıfı | Doğruluk (% Span) | Tipik Uygulama |
|---|---|---|---|
| 4A | 0.1 | ±%0.1 | Test Manometreleri, Laboratuvar Standartları |
| 3A | 0.25 | ±%0.25 | Hassas Ölçüm, Kalibrasyon |
| 2A | 0.5, 0.6 | ±%0.5, ±%0.6 | Kritik Proses Kontrolü |
| 1A | 1.0 | ±%1.0 | Endüstriyel Proses İzleme |
| A | 1.6 | ±%1.6 | Genel Amaçlı, OEM Ekipmanları |
| B | 2.5 | ±%2.5 | Yardımcı Servisler (Hava, Su) |
| C, D | 4.0 | ±%4.0 | Düşük Maliyetli Göstergeler, Regülatörler |
Manogauge, geçerli standarttan bağımsız olarak tüm ana endüstriyel sınıflara uygun enstrümanlar üreterek, değiştirilebilirlik ve proje spesifikasyonlarına bağlılık sağlar.
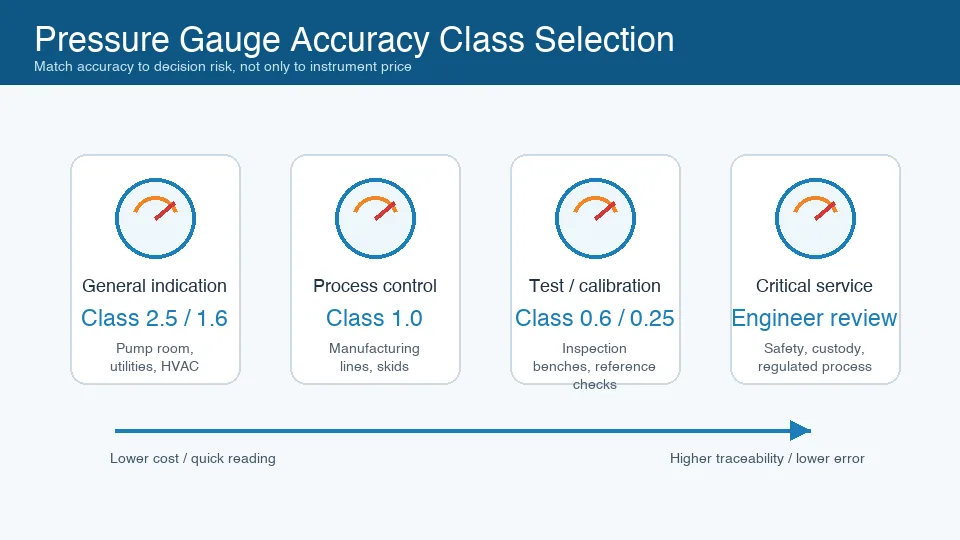
Uygulamaya Yönelik Doğruluk Sınıfı Seçimi
Gerekli doğruluk, tamamen uygulamanın ölçüm hatasına olan toleransı tarafından belirlenir.
- Sınıf 4A ila 2A (±%0.1 ila ±%0.5): Bu yüksek doğruluklu göstergeler, hassas ölçümün kritik olduğu uygulamalar için belirtilir. Bunlar arasında test stantları, kalibrasyon tezgahları, ticari teslim noktaları ve basıncın bir açma (trip) mantığı için anahtar parametre olduğu emniyet enstrümanlı sistemler (SIS) bulunur. Daha yüksek maliyet, proses belirsizliğini en aza indirme ve güvenlik veya yasal uyumluluğu sağlama ihtiyacıyla haklı çıkarılır.
- Sınıf 1A / Class 1.0 (±%1.0): Bu, standart endüstriyel proses izleme için en yaygın spesifikasyondur. Operatörlerin pompa basma basınçları, reaktör tankı basınçları ve hidrolik sistem basınçları gibi prosesleri kontrol etmesi ve izlemesi için güvenilir bir gösterge sağlar. Doğruluk, daha yüksek sınıflı bir enstrümanın maliyetine katlanmadan kararlı proses kontrolü için yeterlidir.
- Sınıf A / Class 1.6 (±%1.6): Bu sınıf, göstergenin sistem durumunun genel bir belirtisi olarak hizmet ettiği birçok OEM ve endüstriyel uygulama için uygun maliyetli bir çözüm sunar. Filtre fark basınçlarını, pnömatik hat basınçlarını ve kesin bir değerin yaklaşık çalışma durumunu bilmekten daha az önemli olduğu tank seviyelerini izlemek için uygundur.
- Sınıf B ve Altı (≥ ±%2.5): Bu göstergeler, yalnızca temel bir basınç göstergesinin gerekli olduğu genel yardımcı servisler için tasarlanmıştır. Yaygın kullanım alanları arasında hava regülatörleri, su hatları ve diğer kritik olmayan ekipmanlar bulunur.
Çalışma Koşullarının Doğruluğa Etkisi
Bir göstergenin etiket doğruluğu, kontrollü, statik laboratuvar koşullarındaki performansıdır. Sahada ise, birçok faktör ek hataya neden olarak etkin doğruluğunu düşürebilir.
- Sıcaklık: Hem ortam hem de proses akışkanının sıcaklığı doğruluğu etkiler. Bourdon tüpünün (genellikle 316L paslanmaz çelik veya fosfor bronz) elastisite modülü sıcaklıkla değişir ve bu da okumalarda kaymalara neden olur. ASME B40.100'e göre, referans kalibrasyon sıcaklığından (68 °F / 20 °C) her 25 °F (14 °C) sapma için ek hata, span'in ±%0.4'üne kadar çıkabilir. Önlem: Göstergeyi aşırı proses sıcaklıklarından izole etmek için kapiler hatlı diyaframlı separatörler kullanın veya ortam sıcaklığı dalgalanmalarını sönümlemek için sıvı dolgulu bir kasa seçin.
- Titreşim: Pompalardan, motorlardan veya kompresörlerden kaynaklanan yüksek frekanslı titreşim, ibrede titremeye neden olarak göstergenin okunmasını zorlaştırır ve iç dişli mekanizmasındaki aşınmayı hızlandırır. Bu durum, erken arızaya ve doğruluk kaybına yol açar. Önlem: Sıvı dolgulu bir kasa (gliserin veya silikon), ibreyi sönümler ve mekanizmayı yağlayarak servis ömrünü önemli ölçüde uzatır ve okunabilirliği korur.
- Darbe ve Basınç Döngüleri: Pozitif deplasmanlı bir pompadan kaynaklananlar gibi hızlı basınç döngüleri, Bourdon tüpünde metal yorgunluğuna neden olarak kalıcı bir sıfır noktası kaymasına ve nihayetinde arızaya yol açabilir. Önlem: Darbeleri sönümlemek için göstergenin önüne bir basınç sönümleyici (snubber) veya bir iğne vana takın. Çalışma basıncının skalanın ortasında olduğu bir gösterge aralığı seçmek de Bourdon tüpü üzerindeki stresi azaltır.
Kalibrasyon Aralıkları ve Yaşam Döngüsü Yönetimi
Doğruluk kalıcı değildir. Tüm mekanik göstergeler, mekanik aşınma, yorulma ve çevresel stres nedeniyle zamanla sapmaya maruz kalır. Kurulu enstrümanların performansını doğrulamak için bir kalibrasyon programı esastır.
Kalibrasyon sıklığı, uygulamanın kritikliğine ve servis koşullarının zorluğuna bağlıdır. Yaygın bir başlangıç noktası şöyledir:
- Kritik Servis (Güvenlik, Proses Kontrolü): 6 aylık aralık.
- Genel Endüstriyel Servis: 12 aylık aralık.
- Kritik Olmayan Göstergeler: Planlı tesis duruşları sırasında veya okumalar şüpheli hale geldiğinde doğrulayın.
Kalibrasyon kayıtları, enstrümanın performans eğilimini ortaya koyar. Sürekli olarak önemli ayar gerektiren bir gösterge, değiştirilmesi gereken bir adaydır. Geçerli bir kalibrasyon sağlamak için kullanılan kalibrasyon standardı, test edilen cihazdan en az dört kat daha doğru olmalıdır (4:1 Test Belirsizlik Oranı). Düzenli kalibrasyon sadece iyi bir uygulama değildir; aynı zamanda proses güvenliği yönetimi ve ISO 9001 gibi kalite kontrol sistemlerinin temel bir bileşenidir.
Key takeaways
- Optimum doğruluk ve kullanım ömrü için normal çalışma basıncının tam ölçek değerinin %25 ila %75'i arasına düştüğü bir gösterge aralığı seçin.
- Genel izleme için %1.0 (ASME 1A) veya %1.6 (ASME A) doğruluk sınıfı kullanın; kritik proses kontrolü ve güvenlik sistemleri için %0.5 (ASME 2A) veya daha iyisini tercih edin.
- Enstrümanın iç mekanizmasını korumak ve okunabilirliği sağlamak için önemli titreşim veya darbe olan uygulamalarda sıvı dolgulu göstergeler seçin.
- Termal hatayı önlemek için diyaframlı separatörler, sifonlar veya kapilerler kullanarak göstergeleri -20°C'nin altındaki veya +65°C'nin üzerindeki akışkan sıcaklıklarından izole edin.
- Çalışma sırasındaki doğruluğu doğrulamak ve enstrüman yaşam döngüsünü yönetmek için uygulama kritikliğine dayalı periyodik bir kalibrasyon programı uygulayın.
Related products
- General Pressure Gauge - Radial (ZX-08-R) — 0–40 MPa
- Stainless Steel Pressure Gauge - Radial (ZX-01-R) — 0–100 MPa
Часто задаваемые вопросы
What accuracy class should I select for general industrial monitoring?
For general-purpose process monitoring (tank levels, pipeline pressures, utility systems), accuracy class 1.6 per EN 837-1 (±1.6% of full scale) is standard and adequate. Specify class 1.0 only when tighter tolerances are required for control or safety interlock circuits.
How do I calculate actual measurement error from accuracy class?
Multiply the full-scale range by the accuracy class percentage. Example: a 0–10 bar gauge at class 1.6 has a maximum error of ±0.16 bar across the entire scale. At mid-scale (5 bar), this represents a ±3.2% relative error — important when specifying gauges for process control near set points.
Why should the working pressure be 25–75% of the gauge's full-scale range?
Operating below 25% of full scale produces inaccurate readings because Bourdon tube deflection is minimal. Operating above 75% causes metal fatigue, reducing gauge life and accuracy. The 25–75% rule optimizes both accuracy and service life. For pulsating pressures, restrict to 25–65% of full scale.
What is the difference between accuracy class and total error band?
Accuracy class (the EN 837-1 class) covers only the maximum scale deviation under stable conditions. Total error band also includes hysteresis (deviation between ascending and descending readings), repeatability (consistency across multiple readings), and temperature error (shift with ambient temperature changes). For critical measurements, specify all four parameters.
When should I upgrade from accuracy class 1.6 to class 0.6?
Upgrade to class 0.6 or better for: pressure-based flow measurement (orifice plates, where 1% flow error requires 0.5% pressure accuracy), safety instrumented systems (SIS) where the gauge reading triggers an interlock, pharmaceutical or food process control with regulatory accuracy requirements, and any application where a class 1.6 error (±1.6% FS) exceeds the process tolerance.
Can accuracy class degrade over time in service?
Yes. Bourdon tube metal fatigue, process contamination, and vibration can all cause accuracy drift. EN 837-1 recommends annual calibration for class 0.6 and better, and periodic calibration every 1–3 years for class 1.6 in industrial service. Replace gauges showing more than 1.5× their rated error during calibration verification.