Выбор манометра требует нахождения баланса между рабочими характеристиками, безопасностью и стоимостью. Завышение требований к точности ведет к неоправданным расходам, в то время как занижение может поставить под угрозу управление технологическим процессом и безопасность на объекте. Оптимальный выбор зависит от четкого понимания международных стандартов точности, конкретных требований применения и факторов окружающей среды, которые со временем ухудшают рабочие характеристики прибора. Данный технический обзор представляет собой систематизированное руководство по выбору подходящего класса точности манометра для промышленных применений, обеспечивая надежность измерений и эксплуатационную целостность.
Обзор стандартов точности: ASME B40.100 и EN 837-1

Точность манометра определяется как степень соответствия показаний прибора истинному значению давления. Для аналоговых (трубчато-пружинных) манометров она обычно выражается в процентах от всего диапазона шкалы. Эти классификации регулируются двумя основными международными стандартами: ASME B40.100 в Северной Америке и EN 837-1 в Европе. Оба стандарта определяют классы точности, которые устанавливают максимально допустимую погрешность по всей шкале манометра.
Крайне важно различать погрешность, приведенную к диапазону шкалы, и погрешность показания. Точность почти всех промышленных аналоговых манометров указывается как приведенная погрешность к диапазону шкалы. Для манометра с классом точности 1.0 и диапазоном 0-100 bar максимально допустимая погрешность составляет ±1 bar в *любой точке шкалы*. Это означает, что относительная погрешность показания значительно выше в начале диапазона (например, погрешность ±1 bar при показании 10 bar составляет 10% от измеряемой величины). По этой причине нормальное рабочее давление всегда должно находиться в средней трети диапазона шкалы (приблизительно от 25% до 75% от ВПИ), где заявленная точность наиболее эффективна.
В отличие от этого, точность показания, характерная для цифровых манометров, определяет погрешность как процент от конкретного измеряемого значения. Это обеспечивает более постоянную относительную точность во всем диапазоне измерений, но не является стандартом для механических манометров.
Просмотреть каталог манометров →Более 143 промышленных моделей→Соответствие классов точности между стандартами
Инженеры часто сталкиваются со спецификациями, ссылающимися на стандарты ASME или EN. Хотя принципы схожи, обозначения классов точности различаются. Понимание их эквивалентности необходимо для закупок на мировом рынке и составления спецификаций оборудования. Стандарт ASME B40.100 использует буквенную систему (например, 1A, 2A, B), в то время как EN 837-1 использует номер класса, соответствующий процентной погрешности (например, 1.0, 1.6).
Следующая таблица представляет прямое сравнение распространенных классов точности и их типичных применений:
| Класс по ASME B40.100 | Класс по EN 837-1 | Точность (% от ВПИ) | Типичное применение |
|---|---|---|---|
| 4A | 0.1 | ±0.1% | Образцовые манометры, лабораторные эталоны |
| 3A | 0.25 | ±0.25% | Точные измерения, калибровка |
| 2A | 0.5, 0.6 | ±0.5%, ±0.6% | Ответственные точки контроля техпроцесса |
| 1A | 1.0 | ±1.0% | Мониторинг промышленных процессов |
| A | 1.6 | ±1.6% | Общее назначение, OEM-оборудование |
| B | 2.5 | ±2.5% | Вспомогательные системы (воздух, вода) |
| C, D | 4.0 | ±4.0% | Недорогие индикаторы, регуляторы |
Manogauge производит приборы, соответствующие всем основным промышленным классам точности, обеспечивая взаимозаменяемость и соответствие проектным спецификациям независимо от применяемого стандарта.
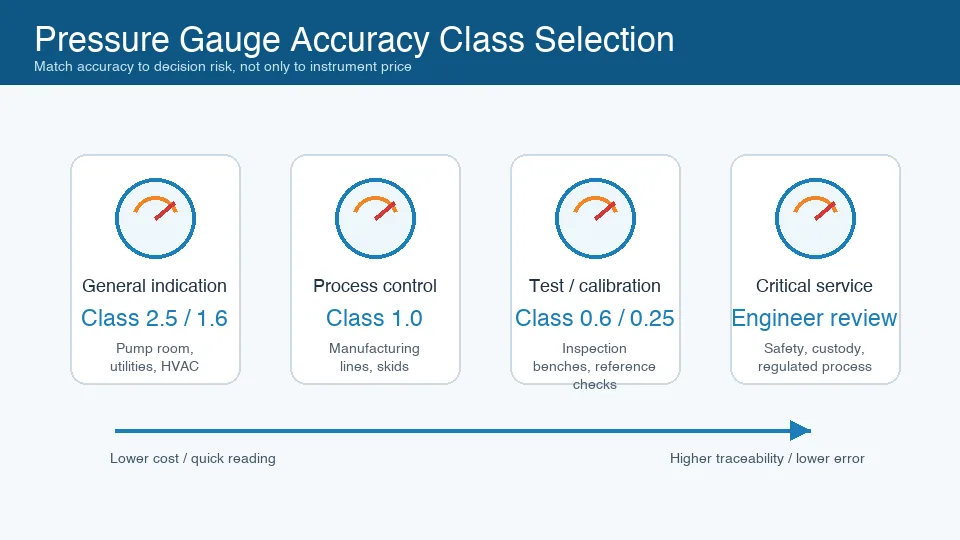
Выбор класса точности в зависимости от применения
Требуемая точность полностью определяется допуском на погрешность измерения для конкретного применения.
- Классы от 4A до 2A (от ±0.1% до ±0.5%): Эти высокоточные манометры предназначены для применений, где точное измерение имеет решающее значение. К ним относятся испытательные стенды, калибровочные стенды, узлы коммерческого учета и системы противоаварийной защиты (ПАЗ), где давление является ключевым параметром для логики срабатывания. Более высокая стоимость оправдана необходимостью минимизировать неопределенность процесса и обеспечить безопасность или соответствие нормативным требованиям.
- Класс 1A / Класс 1.0 (±1.0%): Это наиболее распространенный класс точности для стандартного мониторинга промышленных процессов. Он обеспечивает надежные показания для операторов, позволяющие контролировать и отслеживать такие процессы, как давление нагнетания насосов, давление в реакторах и давление в гидравлических системах. Этой точности достаточно для стабильного управления процессом без затрат на прибор более высокого класса.
- Класс A / Класс 1.6 (±1.6%): Этот класс представляет собой экономичное решение для многих OEM и промышленных применений, где манометр служит общим индикатором состояния системы. Он подходит для контроля перепада давления на фильтрах, давления в пневматических линиях и уровня в резервуарах, где точное значение менее важно, чем знание приблизительного рабочего состояния.
- Классы B и ниже (≥ ±2.5%): Эти манометры предназначены для общетехнических применений во вспомогательных системах, где требуется лишь базовая индикация давления. Типичные области применения включают регуляторы давления воздуха, водопроводы и другое некритичное оборудование.
Как условия эксплуатации снижают фактическую точность
Точность, указанная на шильдике манометра, — это его характеристика в контролируемых, статических лабораторных условиях. В реальных условиях эксплуатации ряд факторов может вносить дополнительную погрешность, снижая его фактическую точность.
- Температура: На точность влияет как температура окружающей среды, так и температура измеряемой среды. Модуль упругости трубки Бурдона (обычно из нержавеющей стали 316L или фосфористой бронзы) изменяется с температурой, что вызывает смещение показаний. Согласно ASME B40.100, дополнительная погрешность может достигать ±0.4% от диапазона шкалы на каждые 25 °F (14 °C) отклонения от референтной температуры калибровки (68 °F / 20 °C). Способ устранения: Используйте мембранные разделители с капиллярными линиями для изоляции манометра от экстремальных температур процесса или выбирайте гидрозаполненный корпус для сглаживания колебаний температуры окружающей среды.
- Вибрация: Высокочастотная вибрация от насосов, двигателей или компрессоров вызывает дрожание стрелки, что затрудняет считывание показаний и ускоряет износ внутреннего зубчатого механизма. Это приводит к преждевременному выходу из строя и потере точности. Способ устранения: Гидрозаполненный корпус (глицерином или силиконом) демпфирует стрелку и смазывает механизм, что значительно продлевает срок службы и сохраняет читаемость показаний.
- Пульсация и циклические нагрузки: Быстрые циклы изменения давления, например, от объемного насоса, могут вызвать усталость металла в трубке Бурдона, что приводит к необратимому смещению нуля и, в конечном итоге, к отказу прибора. Способ устранения: Установите демпфер пульсаций (снуббер) или игольчатый вентиль перед манометром для сглаживания пульсаций. Выбор диапазона манометра, при котором рабочее давление находится в середине шкалы, также снижает нагрузку на трубку Бурдона.
Межкалибровочные интервалы и управление жизненным циклом
Точность не является постоянной величиной. Все механические манометры со временем подвержены дрейфу показаний из-за механического износа, усталости материалов и воздействия окружающей среды. Программа калибровки необходима для проверки рабочих характеристик установленных приборов.
Частота калибровки зависит от критичности применения и жесткости условий эксплуатации. Общие рекомендации по периодичности:
- Ответственные применения (безопасность, управление процессом): интервал 6 месяцев.
- Общепромышленные применения: интервал 12 месяцев.
- Некритичные индикаторы: проверка во время плановых остановов производства или при возникновении сомнений в показаниях.
Протоколы калибровки показывают тенденцию изменения характеристик прибора. Манометр, который постоянно требует значительной корректировки, является кандидатом на замену. Эталон, используемый для калибровки, должен быть как минимум в четыре раза точнее поверяемого устройства (соотношение неопределенностей 4:1), чтобы обеспечить достоверность калибровки. Регулярная калибровка — это не просто передовая практика; это ключевой компонент систем управления промышленной безопасностью и систем менеджмента качества, таких как ISO 9001.
Ключевые моменты
- Выбирайте диапазон манометра так, чтобы нормальное рабочее давление находилось в пределах от 25% до 75% от верхнего предела измерений для обеспечения оптимальной точности и срока службы.
- Используйте класс точности 1.0 (ASME 1A) или 1.6 (ASME A) для общего мониторинга; для ответственных систем управления и безопасности применяйте класс 0.5 (ASME 2A) или выше.
- В условиях сильной вибрации или пульсаций используйте гидрозаполненные манометры для защиты внутреннего механизма и обеспечения читаемости показаний.
- Изолируйте манометры от сред с температурой ниже -20°C или выше +65°C с помощью мембранных разделителей, сифонных трубок или капилляров для предотвращения температурной погрешности.
- Внедрите график периодической калибровки, основанный на критичности применения, для контроля фактической точности и управления жизненным циклом приборов.
Сопутствующая продукция
- General Pressure Gauge - Radial (ZX-08-R) — 0–40 MPa
- Stainless Steel Pressure Gauge - Radial (ZX-01-R) — 0–100 MPa
Часто задаваемые вопросы
What accuracy class should I select for general industrial monitoring?
For general-purpose process monitoring (tank levels, pipeline pressures, utility systems), accuracy class 1.6 per EN 837-1 (±1.6% of full scale) is standard and adequate. Specify class 1.0 only when tighter tolerances are required for control or safety interlock circuits.
How do I calculate actual measurement error from accuracy class?
Multiply the full-scale range by the accuracy class percentage. Example: a 0–10 bar gauge at class 1.6 has a maximum error of ±0.16 bar across the entire scale. At mid-scale (5 bar), this represents a ±3.2% relative error — important when specifying gauges for process control near set points.
Why should the working pressure be 25–75% of the gauge's full-scale range?
Operating below 25% of full scale produces inaccurate readings because Bourdon tube deflection is minimal. Operating above 75% causes metal fatigue, reducing gauge life and accuracy. The 25–75% rule optimizes both accuracy and service life. For pulsating pressures, restrict to 25–65% of full scale.
What is the difference between accuracy class and total error band?
Accuracy class (the EN 837-1 class) covers only the maximum scale deviation under stable conditions. Total error band also includes hysteresis (deviation between ascending and descending readings), repeatability (consistency across multiple readings), and temperature error (shift with ambient temperature changes). For critical measurements, specify all four parameters.
When should I upgrade from accuracy class 1.6 to class 0.6?
Upgrade to class 0.6 or better for: pressure-based flow measurement (orifice plates, where 1% flow error requires 0.5% pressure accuracy), safety instrumented systems (SIS) where the gauge reading triggers an interlock, pharmaceutical or food process control with regulatory accuracy requirements, and any application where a class 1.6 error (±1.6% FS) exceeds the process tolerance.
Can accuracy class degrade over time in service?
Yes. Bourdon tube metal fatigue, process contamination, and vibration can all cause accuracy drift. EN 837-1 recommends annual calibration for class 0.6 and better, and periodic calibration every 1–3 years for class 1.6 in industrial service. Replace gauges showing more than 1.5× their rated error during calibration verification.