A especificação de um manômetro exige um equilíbrio entre desempenho, segurança e custo. Superdimensionar a exatidão adiciona despesas desnecessárias, enquanto subdimensioná-la pode comprometer o controle do processo e a segurança da planta. A escolha ideal depende de uma compreensão clara das normas internacionais de exatidão, das exigências específicas da aplicação e dos fatores ambientais que degradam o desempenho do instrumento ao longo do tempo. Esta visão geral técnica fornece uma estrutura sistemática para selecionar a classe de exatidão apropriada para manômetros em serviço industrial, garantindo medições confiáveis e integridade operacional.
Entendendo as Normas de Exatidão: ASME B40.100 e EN 837-1

A exatidão de um manômetro é definida como a conformidade do valor indicado com o valor verdadeiro da pressão. Para manômetros analógicos (tubo de Bourdon), isso é tipicamente expresso como uma porcentagem do fundo de escala, ou span. Duas principais normas internacionais regem essas classificações: a ASME B40.100 na América do Norte e a EN 837-1 na Europa. Ambas as normas definem graus ou classes de exatidão que especificam o erro máximo permissível em toda a escala do manômetro.
É crucial distinguir entre exatidão do fundo de escala e exatidão da indicação. Quase todos os manômetros analógicos industriais são especificados pela exatidão do fundo de escala. Para um manômetro com 1,0% de exatidão e uma faixa de 0-100 bar, o erro máximo permissível é de ±1 bar em *qualquer ponto da escala*. Isso significa que o erro relativo é muito maior na extremidade inferior da faixa (por exemplo, um erro de ±1 bar em uma leitura de 10 bar é um erro de 10% em relação à leitura). Por essa razão, a pressão normal de operação deve estar sempre no terço central da escala do manômetro (aproximadamente de 25% a 75% do span), onde a exatidão declarada é mais eficaz.
Em contraste, a exatidão da indicação, comum em manômetros digitais, define o erro como uma porcentagem da leitura específica. Isso proporciona uma exatidão relativa mais consistente em toda a faixa de medição, mas não é o padrão para manômetros mecânicos.
Ver nosso catálogo de manômetros →Mais de 143 modelos de manômetros industriais→Equivalência das Classes de Exatidão Entre Normas
Engenheiros frequentemente encontram especificações que referenciam as normas ASME ou EN. Embora os princípios sejam semelhantes, os designadores de grau diferem. Entender a equivalência é essencial para a aquisição global e a especificação de equipamentos. A ASME B40.100 usa um sistema de letras (ex: 1A, 2A, B), enquanto a EN 837-1 usa um número de classe correspondente ao erro percentual (ex: 1.0, 1.6).
A tabela a seguir fornece uma comparação direta das classes de exatidão comuns e suas aplicações típicas:
| Grau ASME B40.100 | Classe EN 837-1 | Exatidão (% do Span) | Aplicação Típica |
|---|---|---|---|
| 4A | 0.1 | ±0,1% | Manômetros de Teste, Padrões de Laboratório |
| 3A | 0.25 | ±0,25% | Medição de Precisão, Calibração |
| 2A | 0.5, 0.6 | ±0,5%, ±0,6% | Controle Crítico de Processo |
| 1A | 1.0 | ±1,0% | Monitoramento de Processos Industriais |
| A | 1.6 | ±1,6% | Uso Geral, Equipamentos OEM |
| B | 2.5 | ±2,5% | Serviços de Utilidades (Ar, Água) |
| C, D | 4.0 | ±4,0% | Indicadores de Baixo Custo, Reguladores |
A Manogauge fabrica instrumentos em conformidade com todas as principais classes industriais, garantindo a intercambialidade e a adesão às especificações do projeto, independentemente da norma vigente.
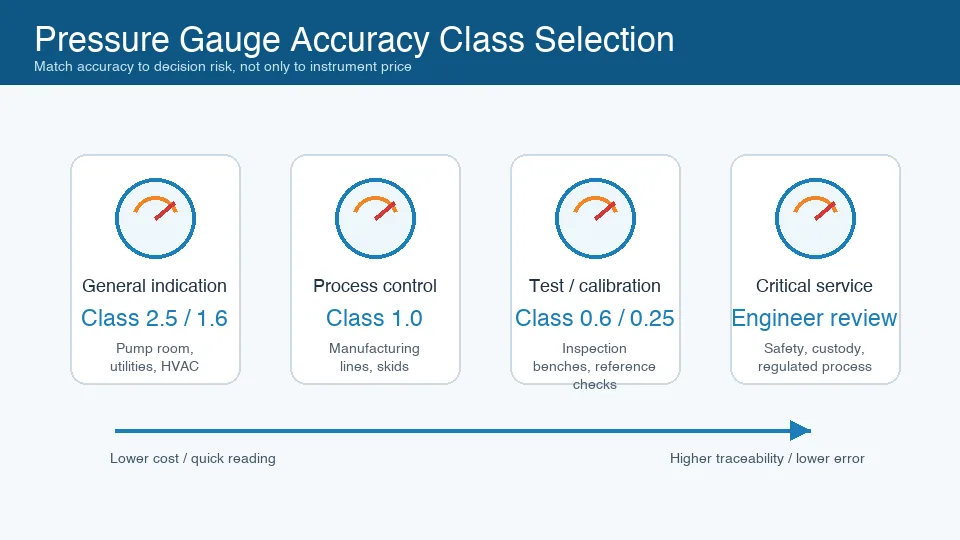
Seleção da Exatidão Conforme a Aplicação
A exatidão necessária é ditada inteiramente pela tolerância da aplicação ao erro de medição.
- Graus 4A a 2A (±0,1% a ±0,5%): Estes manômetros de alta exatidão são especificados para aplicações onde a medição precisa é crítica. Isso inclui bancadas de teste, bancadas de calibração, pontos de transferência de custódia e sistemas instrumentados de segurança (SIS) onde a pressão é um parâmetro chave para a lógica de desarme (trip). O custo mais elevado é justificado pela necessidade de minimizar a incerteza do processo e garantir a segurança ou a conformidade regulatória.
- Grau 1A / Classe 1.0 (±1,0%): Esta é a especificação mais comum para o monitoramento padrão de processos industriais. Fornece uma indicação confiável para que os operadores controlem e monitorem processos como pressões de descarga de bombas, pressões em vasos de reatores e pressões de sistemas hidráulicos. A exatidão é suficiente para um controle de processo estável sem o custo de um instrumento de grau superior.
- Grau A / Classe 1.6 (±1,6%): Esta classe oferece uma solução de custo-benefício para muitas aplicações OEM e industriais onde o manômetro serve como um indicador geral do status do sistema. É adequado para monitorar pressões diferenciais em filtros, pressões em linhas pneumáticas e níveis de tanques, onde um valor preciso é menos importante do que conhecer a condição operacional aproximada.
- Graus B e Inferiores (≥ ±2,5%): Estes manômetros são destinados a serviços de utilidades gerais, onde apenas uma indicação básica de pressão é necessária. Usos comuns incluem reguladores de ar, linhas de água e outros equipamentos não críticos.
Como as Condições de Serviço Degradam a Exatidão
A exatidão nominal de um manômetro refere-se ao seu desempenho sob condições de laboratório controladas e estáticas. No campo, vários fatores podem introduzir erros adicionais, degradando sua exatidão efetiva.
- Temperatura: Tanto a temperatura ambiente quanto a do meio de processo afetam a exatidão. O módulo de elasticidade do tubo de Bourdon (tipicamente aço inoxidável 316L ou bronze fosforoso) muda com a temperatura, causando desvios na leitura. De acordo com a ASME B40.100, o erro adicional pode ser de até ±0,4% do span para cada desvio de 14 °C (25 °F) da temperatura de calibração de referência (20 °C / 68 °F). Mitigação: Use selos diafragma com tubos capilares para isolar o manômetro de temperaturas de processo extremas ou especifique uma caixa com enchimento de líquido para amortecer as flutuações de temperatura ambiente.
- Vibração: A vibração de alta frequência de bombas, motores ou compressores causa a flutuação do ponteiro, dificultando a leitura do manômetro e acelerando o desgaste do mecanismo de engrenagens interno. Isso leva a falhas prematuras e perda de exatidão. Mitigação: Uma caixa com enchimento de líquido (glicerina ou silicone) amortece o ponteiro e lubrifica o mecanismo, prolongando drasticamente a vida útil e mantendo a legibilidade.
- Pulsação e Ciclos de Pressão: Ciclos rápidos de pressão, como os de uma bomba de deslocamento positivo, podem causar fadiga do metal no tubo de Bourdon, levando a um desvio permanente do ponto zero e eventual falha. Mitigação: Instale um amortecedor de pulsação (snubber) ou uma válvula de agulha a montante do manômetro para amortecer as pulsações. Selecionar uma faixa de manômetro onde a pressão de operação esteja no meio da escala também reduz o estresse no tubo de Bourdon.
Intervalos de Calibração e Gestão do Ciclo de Vida
A exatidão não é permanente. Todos os manômetros mecânicos estão sujeitos a desvio (drift) ao longo do tempo devido a desgaste mecânico, fadiga e estresse ambiental. Um programa de calibração é essencial para verificar o desempenho dos instrumentos instalados.
A frequência da calibração depende da criticidade da aplicação e da severidade das condições de serviço. Um ponto de partida comum é:
- Serviço Crítico (Segurança, Controle de Processo): Intervalo de 6 meses.
- Serviço Industrial Geral: Intervalo de 12 meses.
- Indicadores Não Críticos: Verificar durante paradas de planta planejadas ou se as leituras se tornarem suspeitas.
Os registros de calibração revelam a tendência de desempenho do instrumento. Um manômetro que consistentemente requer ajustes significativos é um candidato à substituição. O padrão de calibração utilizado deve ser pelo menos quatro vezes mais exato que o dispositivo sob teste (uma Relação de Incerteza de Teste de 4:1) para garantir uma calibração válida. A calibração regular não é apenas uma boa prática; é um componente central do gerenciamento de segurança de processo e de sistemas de controle de qualidade como a ISO 9001.
Key takeaways
- Selecione uma faixa de manômetro onde a pressão normal de operação esteja entre 25% e 75% do fundo de escala para otimizar a exatidão e a vida útil.
- Use exatidão de 1,0% (ASME 1A) ou 1,6% (ASME A) para monitoramento geral; reserve 0,5% (ASME 2A) ou superior para controle crítico de processos e sistemas de segurança.
- Especifique manômetros com enchimento de líquido em aplicações com vibração ou pulsação significativas para proteger o mecanismo interno e garantir a legibilidade.
- Isole os manômetros de temperaturas do meio abaixo de -20°C ou acima de +65°C usando selos diafragma, sifões ou capilares para evitar erros térmicos.
- Implemente um cronograma de calibração periódica com base na criticidade da aplicação para verificar a exatidão em serviço e gerenciar o ciclo de vida do instrumento.
Related products
- General Pressure Gauge - Radial (ZX-08-R) — 0–40 MPa
- Stainless Steel Pressure Gauge - Radial (ZX-01-R) — 0–100 MPa
Часто задаваемые вопросы
What accuracy class should I select for general industrial monitoring?
For general-purpose process monitoring (tank levels, pipeline pressures, utility systems), accuracy class 1.6 per EN 837-1 (±1.6% of full scale) is standard and adequate. Specify class 1.0 only when tighter tolerances are required for control or safety interlock circuits.
How do I calculate actual measurement error from accuracy class?
Multiply the full-scale range by the accuracy class percentage. Example: a 0–10 bar gauge at class 1.6 has a maximum error of ±0.16 bar across the entire scale. At mid-scale (5 bar), this represents a ±3.2% relative error — important when specifying gauges for process control near set points.
Why should the working pressure be 25–75% of the gauge's full-scale range?
Operating below 25% of full scale produces inaccurate readings because Bourdon tube deflection is minimal. Operating above 75% causes metal fatigue, reducing gauge life and accuracy. The 25–75% rule optimizes both accuracy and service life. For pulsating pressures, restrict to 25–65% of full scale.
What is the difference between accuracy class and total error band?
Accuracy class (the EN 837-1 class) covers only the maximum scale deviation under stable conditions. Total error band also includes hysteresis (deviation between ascending and descending readings), repeatability (consistency across multiple readings), and temperature error (shift with ambient temperature changes). For critical measurements, specify all four parameters.
When should I upgrade from accuracy class 1.6 to class 0.6?
Upgrade to class 0.6 or better for: pressure-based flow measurement (orifice plates, where 1% flow error requires 0.5% pressure accuracy), safety instrumented systems (SIS) where the gauge reading triggers an interlock, pharmaceutical or food process control with regulatory accuracy requirements, and any application where a class 1.6 error (±1.6% FS) exceeds the process tolerance.
Can accuracy class degrade over time in service?
Yes. Bourdon tube metal fatigue, process contamination, and vibration can all cause accuracy drift. EN 837-1 recommends annual calibration for class 0.6 and better, and periodic calibration every 1–3 years for class 1.6 in industrial service. Replace gauges showing more than 1.5× their rated error during calibration verification.