압력계를 선정할 때는 성능, 안전, 비용 간의 균형을 맞추는 것이 중요합니다. 과도하게 높은 정확도를 요구하면 불필요한 비용이 발생하고, 낮은 정확도를 선택하면 공정 제어 및 플랜트 안전을 위협할 수 있습니다. 최적의 선택은 국제 정확도 표준, 특정 애플리케이션의 요구사항, 그리고 시간 경과에 따른 계측기 성능 저하를 유발하는 환경 요인에 대한 명확한 이해를 바탕으로 이루어집니다. 본 기술 개요는 산업 현장에 적합한 압력계 정확도 등급을 선택하기 위한 체계적인 프레임워크를 제공하여, 신뢰성 있는 측정과 운영 무결성을 보장합니다.
정확도 표준 이해: ASME B40.100과 EN 837-1

압력계 정확도는 지시값이 실제 압력값에 얼마나 일치하는지를 나타냅니다. 아날로그(부르동관) 압력계의 경우, 이는 일반적으로 전체 측정 범위(Full Scale 또는 Span)에 대한 백분율로 표현됩니다. 이러한 등급을 규정하는 주요 국제 표준으로는 북미의 ASME B40.100과 유럽의 EN 837-1이 있습니다. 두 표준 모두 압력계 눈금 전반에 걸쳐 최대 허용 오차를 명시하는 정확도 등급(Grade 또는 Class)을 정의합니다.
최대 눈금값(Full-scale)에 대한 정확도와 지시값에 대한 정확도를 구분하는 것이 매우 중요합니다. 거의 모든 산업용 아날로그 압력계는 최대 눈금값에 대한 정확도로 사양이 결정됩니다. 0-100 bar 범위의 1.0% 정확도 압력계의 경우, 최대 허용 오차는 *눈금판의 어느 지점에서든* ±1 bar입니다. 이는 측정 범위의 낮은 구간에서는 상대 오차가 훨씬 더 크다는 것을 의미합니다 (예: 10 bar 측정값에서의 ±1 bar 오차는 해당 측정값 대비 10%의 오차임). 이러한 이유로, 명시된 정확도가 가장 효과적으로 발휘되는 압력계 범위의 중앙 1/3 지점(대략 스팬의 25% ~ 75%)에서 정상 작동 압력을 유지해야 합니다.
반면, 디지털 압력계에서 흔히 사용되는 지시값에 대한 정확도는 특정 측정값에 대한 백분율로 오차를 정의합니다. 이는 측정 범위 전반에 걸쳐 더 일관된 상대 정확도를 제공하지만, 기계식 압력계의 표준 방식은 아닙니다.
압력계 카탈로그 보기 →143개 이상의 공업용 게이지 탐색→표준별 정확도 등급 비교
엔지니어들은 종종 ASME 또는 EN 표준을 참조하는 사양을 접하게 됩니다. 두 표준의 원리는 유사하지만, 등급 지정자는 다릅니다. 이들의 상호 호환성을 이해하는 것은 글로벌 소싱 및 장비 사양 결정에 필수적입니다. ASME B40.100은 문자 시스템(예: 1A, 2A, B)을 사용하는 반면, EN 837-1은 오차율에 해당하는 등급 번호(예: 1.0, 1.6)를 사용합니다.
다음 표는 일반적인 정확도 등급과 주요 적용 분야를 직접 비교한 것입니다:
| ASME B40.100 Grade | EN 837-1 Class | 정확도 (% of Span) | 주요 적용 분야 |
|---|---|---|---|
| 4A | 0.1 | ±0.1% | 시험용 압력계, 실험실 표준기 |
| 3A | 0.25 | ±0.25% | 정밀 측정, 교정용 |
| 2A | 0.5, 0.6 | ±0.5%, ±0.6% | 핵심 공정 제어 |
| 1A | 1.0 | ±1.0% | 산업 공정 모니터링 |
| A | 1.6 | ±1.6% | 일반용, OEM 장비 |
| B | 2.5 | ±2.5% | 유틸리티 설비 (공압, 수도) |
| C, D | 4.0 | ±4.0% | 저가형 지시계, 레귤레이터 |
Manogauge는 모든 주요 산업 등급을 준수하는 계측기를 제조하여, 적용되는 표준과 관계없이 상호 호환성 및 프로젝트 사양 준수를 보장합니다.
애플리케이션 기반 정확도 등급 선정
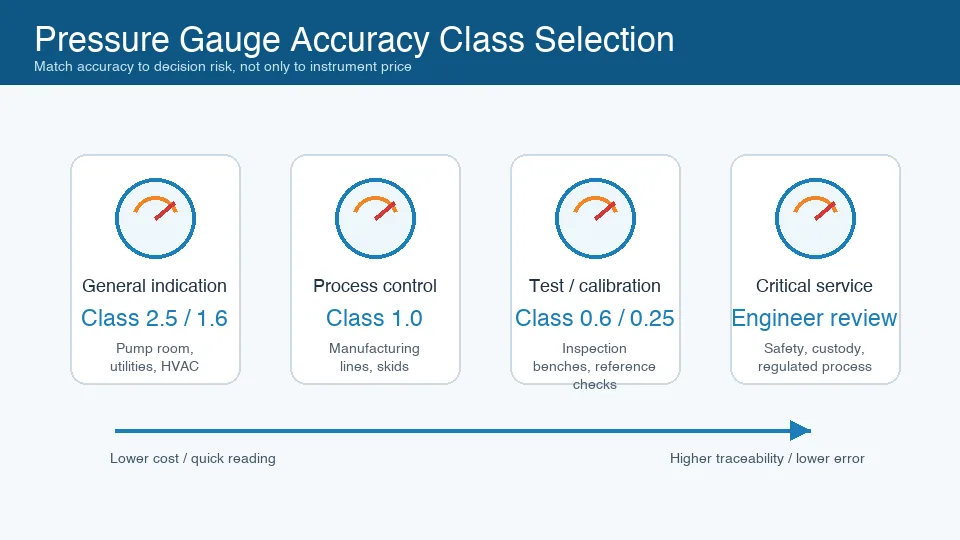
요구되는 정확도는 전적으로 해당 애플리케이션의 측정 오차 허용 범위에 따라 결정됩니다.
- 등급 4A ~ 2A (±0.1% ~ ±0.5%): 이러한 고정밀 압력계는 정밀 측정이 매우 중요한 애플리케이션에 사용됩니다. 여기에는 테스트 스탠드, 교정대, 상거래용 계량 지점, 그리고 압력이 트립 로직의 핵심 파라미터인 안전 계장 시스템(SIS) 등이 포함됩니다. 공정의 불확실성을 최소화하고 안전 또는 규제 준수를 보장해야 하므로 높은 비용이 정당화됩니다.
- 등급 1A / Class 1.0 (±1.0%): 이는 표준 산업 공정 모니터링에 가장 일반적으로 사용되는 사양입니다. 펌프 토출 압력, 반응기 압력, 유압 시스템 압력과 같은 공정을 운전자가 제어하고 모니터링하는 데 신뢰할 수 있는 지침을 제공합니다. 더 높은 등급의 계측기에 드는 비용 없이도 안정적인 공정 제어에 충분한 정확도를 제공합니다.
- 등급 A / Class 1.6 (±1.6%): 이 등급은 압력계가 시스템 상태의 일반적인 지표 역할을 하는 다수의 OEM 및 산업용 애플리케이션에 비용 효율적인 솔루션을 제공합니다. 정확한 값보다는 대략적인 작동 상태를 파악하는 것이 더 중요한 필터 차압, 공압 라인 압력, 탱크 레벨 모니터링에 적합합니다.
- 등급 B 이하 (≥ ±2.5%): 이러한 압력계는 기본적인 압력 표시만 필요한 일반 유틸리티 설비용입니다. 주요 사용처로는 공압 레귤레이터, 수도 라인 및 기타 중요하지 않은 장비가 있습니다.
사용 환경 조건이 압력계 정확도에 미치는 영향
압력계 명판에 표기된 정확도는 통제된 정적 실험실 조건에서의 성능을 의미합니다. 현장에서는 여러 요인이 추가적인 오차를 유발하여 유효 정확도를 저하시킬 수 있습니다.
- 온도: 주변 온도와 공정 유체 온도는 모두 정확도에 영향을 미칩니다. 부르동관(일반적으로 316L 스테인리스 스틸 또는 인청동)의 탄성 계수가 온도에 따라 변하여 지시값에 편차를 유발합니다. ASME B40.100에 따르면, 기준 교정 온도(20 °C / 68 °F)에서 14 °C (25 °F) 벗어날 때마다 스팬의 최대 ±0.4%에 달하는 추가 오차가 발생할 수 있습니다. 해결 방안: 다이어프램 씰과 캐필러리 튜브를 사용하여 극한의 공정 온도로부터 압력계를 격리하거나, 액체 봉입형 케이스를 선택하여 주변 온도 변화의 영향을 완화합니다.
- 진동: 펌프, 엔진, 압축기 등에서 발생하는 고주파 진동은 지침 떨림을 유발하여 압력계 판독을 어렵게 하고 내부 기어 장치의 마모를 가속화합니다. 이는 조기 고장 및 정확도 손실로 이어집니다. 해결 방안: 액체 봉입형(글리세린 또는 실리콘) 케이스는 지침의 떨림을 완화하고 내부 장치를 윤활하여 서비스 수명을 획기적으로 연장하고 가독성을 유지합니다.
- 맥동 및 압력 사이클: 용적형 펌프에서 발생하는 것과 같은 급격한 압력 사이클은 부르동관에 금속 피로를 유발하여 영점 이동 및 궁극적인 고장을 초래할 수 있습니다. 해결 방안: 압력계 전단에 스너버(snubber)나 니들 밸브를 설치하여 맥동을 완화합니다. 또한, 작동 압력이 눈금판 중앙에 위치하도록 측정 범위를 선택하는 것도 부르동관에 가해지는 스트레스를 줄여줍니다.
교정 주기 및 수명 주기 관리
정확도는 영구적이지 않습니다. 모든 기계식 압력계는 기계적 마모, 피로, 환경적 스트레스로 인해 시간이 지남에 따라 드리프트(drift) 현상을 겪게 됩니다. 설치된 계측기의 성능을 검증하기 위해서는 교정 프로그램이 필수적입니다.
교정 주기는 애플리케이션의 중요도와 사용 환경의 가혹성에 따라 달라집니다. 일반적인 시작 기준은 다음과 같습니다:
- 중요 설비 (안전, 공정 제어): 6개월 주기.
- 일반 산업 설비: 12개월 주기.
- 비핵심 지시계: 계획된 플랜트 정비 기간 중 또는 지시값에 이상이 의심될 때 검증.
교정 기록을 통해 계측기의 성능 추이를 파악할 수 있습니다. 지속적으로 큰 폭의 조정이 필요한 압력계는 교체 대상입니다. 유효한 교정을 보장하기 위해, 사용되는 교정 표준기는 피교정 장비보다 최소 4배 이상 정확해야 합니다 (4:1 시험 불확도비). 정기적인 교정은 단순히 모범 사례가 아니라, 공정 안전 관리 및 ISO 9001과 같은 품질 관리 시스템의 핵심 요소입니다.
Key takeaways
- 최적의 정확도와 수명을 위해 정상 작동 압력이 전체 눈금값의 25% ~ 75% 범위에 오도록 측정 범위를 선택하십시오.
- 일반 모니터링에는 1.0%(ASME 1A) 또는 1.6%(ASME A) 정확도 등급을 사용하고, 핵심 공정 제어 및 안전 시스템에는 0.5%(ASME 2A) 이상의 등급을 사용하십시오.
- 심한 진동이나 맥동이 있는 환경에서는 액체 봉입형 압력계를 사용하여 내부 장치를 보호하고 가독성을 확보하십시오.
- 유체 온도가 -20°C 미만이거나 +65°C를 초과하는 경우, 다이어프램 씰, 사이펀 또는 캐필러리를 사용하여 온도 오차를 방지하십시오.
- 애플리케이션의 중요도에 따라 주기적인 교정 계획을 수립하여 실제 사용 환경에서의 정확도를 검증하고 계측기 수명 주기를 관리하십시오.
Related products
- General Pressure Gauge - Radial (ZX-08-R) — 0–40 MPa
- Stainless Steel Pressure Gauge - Radial (ZX-01-R) — 0–100 MPa
Часто задаваемые вопросы
What accuracy class should I select for general industrial monitoring?
For general-purpose process monitoring (tank levels, pipeline pressures, utility systems), accuracy class 1.6 per EN 837-1 (±1.6% of full scale) is standard and adequate. Specify class 1.0 only when tighter tolerances are required for control or safety interlock circuits.
How do I calculate actual measurement error from accuracy class?
Multiply the full-scale range by the accuracy class percentage. Example: a 0–10 bar gauge at class 1.6 has a maximum error of ±0.16 bar across the entire scale. At mid-scale (5 bar), this represents a ±3.2% relative error — important when specifying gauges for process control near set points.
Why should the working pressure be 25–75% of the gauge's full-scale range?
Operating below 25% of full scale produces inaccurate readings because Bourdon tube deflection is minimal. Operating above 75% causes metal fatigue, reducing gauge life and accuracy. The 25–75% rule optimizes both accuracy and service life. For pulsating pressures, restrict to 25–65% of full scale.
What is the difference between accuracy class and total error band?
Accuracy class (the EN 837-1 class) covers only the maximum scale deviation under stable conditions. Total error band also includes hysteresis (deviation between ascending and descending readings), repeatability (consistency across multiple readings), and temperature error (shift with ambient temperature changes). For critical measurements, specify all four parameters.
When should I upgrade from accuracy class 1.6 to class 0.6?
Upgrade to class 0.6 or better for: pressure-based flow measurement (orifice plates, where 1% flow error requires 0.5% pressure accuracy), safety instrumented systems (SIS) where the gauge reading triggers an interlock, pharmaceutical or food process control with regulatory accuracy requirements, and any application where a class 1.6 error (±1.6% FS) exceeds the process tolerance.
Can accuracy class degrade over time in service?
Yes. Bourdon tube metal fatigue, process contamination, and vibration can all cause accuracy drift. EN 837-1 recommends annual calibration for class 0.6 and better, and periodic calibration every 1–3 years for class 1.6 in industrial service. Replace gauges showing more than 1.5× their rated error during calibration verification.