Specifying a pressure gauge requires balancing performance, safety, and cost. Over-specifying accuracy adds unnecessary expense, while under-specifying can compromise process control and plant safety. The optimal choice depends on a clear understanding of international accuracy standards, the specific demands of the application, and the environmental factors that degrade instrument performance over time. This technical overview provides a systematic framework for selecting the appropriate pressure gauge accuracy class for industrial service, ensuring reliable measurement and operational integrity.
Understanding Accuracy Standards: ASME B40.100 and EN 837-1

Pressure gauge accuracy is defined as the conformity of the indicated value to the true pressure value. For analog (Bourdon tube) gauges, this is typically expressed as a percentage of the full-scale range, or span. Two primary international standards govern these classifications: ASME B40.100 in North America and EN 837-1 in Europe. Both standards define accuracy grades or classes that specify the maximum permissible error across the gauge's scale.
It is critical to distinguish between accuracy of full-scale value and accuracy of indication. Nearly all industrial analog gauges are specified by accuracy of full-scale value. For a 1.0% accuracy gauge with a 0-100 bar range, the maximum permissible error is ±1 bar at *any point on the scale*. This means the relative error is much higher at the low end of the range (e.g., a ±1 bar error at a 10 bar reading is a 10% error relative to the reading). For this reason, the normal operating pressure should always be in the middle third of the gauge's range (approximately 25% to 75% of span), where the stated accuracy is most effective.
In contrast, accuracy of indication, common for digital gauges, defines the error as a percentage of the specific reading. This provides a more consistent relative accuracy across the measurement range but is not the standard for mechanical gauges.
Accuracy classes should be checked against ASME B40.100 pressure gauge requirements and NIST calibration services.
Browse Our Pressure Gauge Catalog →Explore 143+ industrial gauge models→Mapping Accuracy Grades Between Standards
Engineers often encounter specifications referencing either ASME or EN standards. While the principles are similar, the grade designators differ. Understanding the equivalence is essential for global sourcing and equipment specification. ASME B40.100 uses a letter system (e.g., 1A, 2A, B), while EN 837-1 uses a class number corresponding to the percentage error (e.g., 1.0, 1.6).
The following table provides a direct comparison of common accuracy grades and their typical applications:
| ASME B40.100 Grade | EN 837-1 Class | Accuracy (% of Span) | Typical Application |
|---|---|---|---|
| 4A | 0.1 | ±0.1% | Test Gauges, Laboratory Standards |
| 3A | 0.25 | ±0.25% | Precision Measurement, Calibration |
| 2A | 0.5, 0.6 | ±0.5%, ±0.6% | Critical Process Control |
| 1A | 1.0 | ±1.0% | Industrial Process Monitoring |
| A | 1.6 | ±1.6% | General Purpose, OEM Equipment |
| B | 2.5 | ±2.5% | Utility Service (Air, Water) |
| C, D | 4.0 | ±4.0% | Low-Cost Indicators, Regulators |
Manogauge manufactures instruments compliant with all major industrial grades, ensuring interchangeability and adherence to project specifications regardless of the governing standard.
Measuring-element choice also affects accuracy stability; compare Bourdon vs. diaphragm sensing elements.
Application-Driven Accuracy Selection
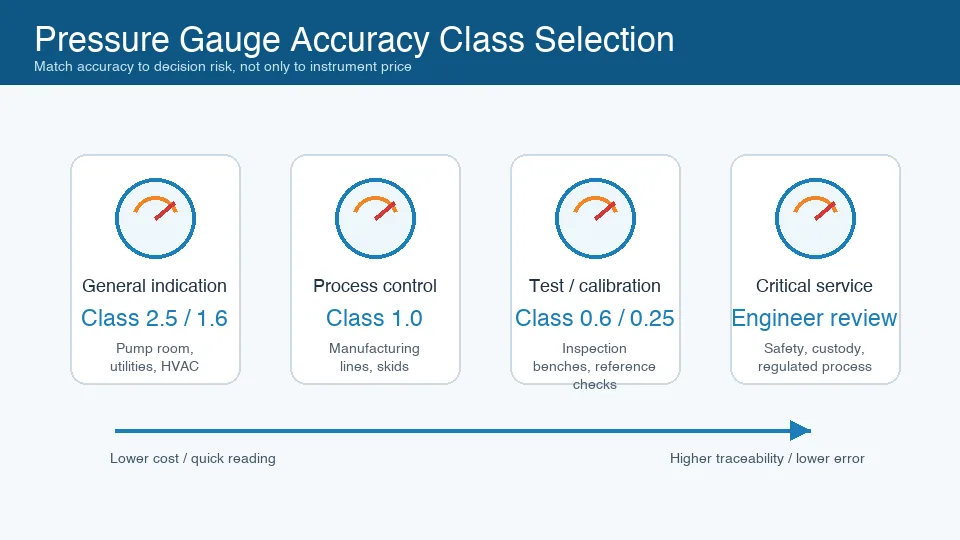
The required accuracy is dictated entirely by the application's tolerance for measurement error.
- Grades 4A to 2A (±0.1% to ±0.5%): These high-accuracy gauges are specified for applications where precise measurement is critical. This includes test stands, calibration benches, custody transfer points, and safety-instrumented systems (SIS) where pressure is a key parameter for a trip logic. The higher cost is justified by the need to minimize process uncertainty and ensure safety or regulatory compliance.
- Grade 1A / Class 1.0 (±1.0%): This is the most common specification for standard industrial process monitoring. It provides a reliable indication for operators to control and monitor processes like pump discharge pressures, reactor vessel pressures, and hydraulic system pressures. The accuracy is sufficient for stable process control without the expense of a higher-grade instrument.
- Grade A / Class 1.6 (±1.6%): This grade offers a cost-effective solution for many OEM and industrial applications where the gauge serves as a general indicator of system status. It is suitable for monitoring filter differential pressures, pneumatic line pressures, and tank levels where a precise value is less important than knowing the approximate operating condition.
- Grades B and Lower (≥ ±2.5%): These gauges are intended for general utility service where only a basic pressure indication is needed. Common uses include air regulators, water lines, and other non-critical equipment.
Installation error can dominate gauge error, so review pressure gauge installation best practices.
Request a Free QuoteOur engineers respond within 24 hours→How Service Conditions Degrade In-Service Accuracy
A gauge's nameplate accuracy is its performance under controlled, static laboratory conditions. In the field, several factors can introduce additional error, degrading its effective accuracy.
- Temperature: Both ambient and process media temperature affect accuracy. The modulus of elasticity of the Bourdon tube (typically 316L stainless steel or phosphor bronze) changes with temperature, causing reading shifts. Per ASME B40.100, the additional error can be up to ±0.4% of span for every 25 °F (14 °C) deviation from the reference calibration temperature (68 °F / 20 °C). Mitigation: Use diaphragm seals with capillary lines to isolate the gauge from extreme process temperatures or specify a liquid-filled case to dampen ambient temperature fluctuations.
- Vibration: High-frequency vibration from pumps, engines, or compressors causes pointer flutter, making the gauge difficult to read and accelerating wear on the internal gear movement. This leads to premature failure and loss of accuracy. Mitigation: A liquid-filled case (glycerin or silicone) dampens the pointer and lubricates the movement, dramatically extending service life and maintaining readability.
- Pulsation and Pressure Cycling: Rapid pressure cycles, such as those from a positive displacement pump, can cause metal fatigue in the Bourdon tube, leading to a permanent zero-point shift and eventual failure. Mitigation: Install a pressure snubber or a needle valve upstream of the gauge to dampen the pulsations. Selecting a gauge range where the operating pressure is in the middle of the scale also reduces stress on the Bourdon tube.
Calibration Intervals and Lifecycle Management
Accuracy is not permanent. All mechanical gauges are subject to drift over time due to mechanical wear, fatigue, and environmental stress. A calibration program is essential for verifying the performance of installed instruments.
The frequency of calibration depends on the criticality of the application and the severity of the service conditions. A common starting point is:
- Critical Service (Safety, Process Control): 6-month interval.
- General Industrial Service: 12-month interval.
- Non-Critical Indicators: Verify during planned plant shutdowns or if readings become suspect.
Calibration records reveal the instrument's performance trend. A gauge that consistently requires significant adjustment is a candidate for replacement. The calibration standard used should be at least four times more accurate than the device under test (a 4:1 Test Uncertainty Ratio) to ensure a valid calibration. Regular calibration is not just a best practice; it is a core component of process safety management and quality control systems like ISO 9001.
For procurement checklists, return to the industrial pressure gauge selection guide.
Key takeaways
- Select a gauge range where normal operating pressure falls between 25% and 75% of the full-scale value for optimal accuracy and lifespan.
- Use 1.0% (ASME 1A) or 1.6% (ASME A) accuracy for general monitoring; reserve 0.5% (ASME 2A) or better for critical process control and safety systems.
- Specify liquid-filled gauges in applications with significant vibration or pulsation to protect the instrument's internal movement and ensure readability.
- Isolate gauges from media temperatures below -20°C or above +65°C using diaphragm seals, siphons, or capillaries to prevent thermal error.
- Implement a periodic calibration schedule based on application criticality to verify in-service accuracy and manage instrument lifecycle.
Related products
- General Pressure Gauge - Radial (ZX-08-R) — 0–40 MPa
- Stainless Steel Pressure Gauge - Radial (ZX-01-R) — 0–100 MPa
Frequently asked questions
What accuracy class should I select for general industrial monitoring?
For general-purpose process monitoring (tank levels, pipeline pressures, utility systems), accuracy class 1.6 per EN 837-1 (±1.6% of full scale) is standard and adequate. Specify class 1.0 only when tighter tolerances are required for control or safety interlock circuits.
How do I calculate actual measurement error from accuracy class?
Multiply the full-scale range by the accuracy class percentage. Example: a 0–10 bar gauge at class 1.6 has a maximum error of ±0.16 bar across the entire scale. At mid-scale (5 bar), this represents a ±3.2% relative error — important when specifying gauges for process control near set points.
Why should the working pressure be 25–75% of the gauge's full-scale range?
Operating below 25% of full scale produces inaccurate readings because Bourdon tube deflection is minimal. Operating above 75% causes metal fatigue, reducing gauge life and accuracy. The 25–75% rule optimizes both accuracy and service life. For pulsating pressures, restrict to 25–65% of full scale.
What is the difference between accuracy class and total error band?
Accuracy class (the EN 837-1 class) covers only the maximum scale deviation under stable conditions. Total error band also includes hysteresis (deviation between ascending and descending readings), repeatability (consistency across multiple readings), and temperature error (shift with ambient temperature changes). For critical measurements, specify all four parameters.
When should I upgrade from accuracy class 1.6 to class 0.6?
Upgrade to class 0.6 or better for: pressure-based flow measurement (orifice plates, where 1% flow error requires 0.5% pressure accuracy), safety instrumented systems (SIS) where the gauge reading triggers an interlock, pharmaceutical or food process control with regulatory accuracy requirements, and any application where a class 1.6 error (±1.6% FS) exceeds the process tolerance.
Can accuracy class degrade over time in service?
Yes. Bourdon tube metal fatigue, process contamination, and vibration can all cause accuracy drift. EN 837-1 recommends annual calibration for class 0.6 and better, and periodic calibration every 1–3 years for class 1.6 in industrial service. Replace gauges showing more than 1.5× their rated error during calibration verification.