La spécification d'un manomètre exige un équilibre entre performance, sécurité et coût. Sur-spécifier la précision entraîne des dépenses inutiles, tandis que la sous-spécifier peut compromettre le contrôle du procédé et la sécurité de l'usine. Le choix optimal dépend d'une compréhension claire des normes de précision internationales, des exigences spécifiques de l'application et des facteurs environnementaux qui dégradent les performances de l'instrument au fil du temps. Cet aperçu technique fournit un cadre systématique pour sélectionner la classe de précision de manomètre appropriée pour les applications industrielles, garantissant une mesure fiable et l'intégrité opérationnelle.
Comprendre les normes de précision : ASME B40.100 et EN 837-1

La précision d'un manomètre se définit comme la conformité de la valeur indiquée par rapport à la valeur de pression réelle. Pour les manomètres analogiques (à tube de Bourdon), elle est généralement exprimée en pourcentage de l'étendue de l'échelle de mesure. Deux principales normes internationales régissent ces classifications : l'ASME B40.100 en Amérique du Nord et l'EN 837-1 en Europe. Ces deux normes définissent des grades ou des classes de précision qui spécifient l'erreur maximale admissible sur toute l'échelle du manomètre.
Il est essentiel de faire la distinction entre la précision en pourcentage de l'étendue de mesure et la précision en pourcentage de la lecture. La quasi-totalité des manomètres analogiques industriels sont spécifiés par leur précision en pourcentage de l'étendue de mesure. Pour un manomètre de précision 1.0 % avec une plage de 0-100 bar, l'erreur maximale admissible est de ±1 bar *en tout point de l'échelle*. Cela signifie que l'erreur relative est beaucoup plus élevée dans la partie inférieure de la plage (par exemple, une erreur de ±1 bar à une lecture de 10 bar représente une erreur de 10 % par rapport à la lecture). Pour cette raison, la pression de service normale doit toujours se situer dans le tiers central de l'étendue de mesure du manomètre (environ 25 % à 75 % de l'étendue), là où la précision déclarée est la plus effective.
En revanche, la précision en pourcentage de la lecture, courante pour les manomètres numériques, définit l'erreur comme un pourcentage de la lecture spécifique. Cela offre une précision relative plus constante sur toute la plage de mesure, mais ce n'est pas la norme pour les manomètres mécaniques.
Parcourir notre catalogue de manomètres →Plus de 143 modèles de manomètres industriels→Correspondance des classes de précision entre les normes
Les ingénieurs rencontrent souvent des spécifications faisant référence aux normes ASME ou EN. Bien que les principes soient similaires, les désignations de grade diffèrent. Comprendre l'équivalence est essentiel pour l'approvisionnement mondial et la spécification des équipements. L'ASME B40.100 utilise un système de lettres (par ex., 1A, 2A, B), tandis que l'EN 837-1 utilise un numéro de classe correspondant au pourcentage d'erreur (par ex., 1.0, 1.6).
Le tableau suivant fournit une comparaison directe des classes de précision courantes et de leurs applications typiques :
| Grade ASME B40.100 | Classe EN 837-1 | Précision (% de l'étendue) | Application typique |
|---|---|---|---|
| 4A | 0.1 | ±0.1% | Manomètres d'essai, étalons de labo |
| 3A | 0.25 | ±0.25% | Mesure de précision, étalonnage |
| 2A | 0.5, 0.6 | ±0.5%, ±0.6% | Contrôle de procédé critique |
| 1A | 1.0 | ±1.0% | Surveillance de procédé industriel |
| A | 1.6 | ±1.6% | Usage général, équipements OEM |
| B | 2.5 | ±2.5% | Services généraux (air, eau) |
| C, D | 4.0 | ±4.0% | Indicateurs économiques, détendeurs |
Manogauge fabrique des instruments conformes à toutes les principales classes industrielles, garantissant l'interchangeabilité et le respect des spécifications de projet, quelle que soit la norme en vigueur.
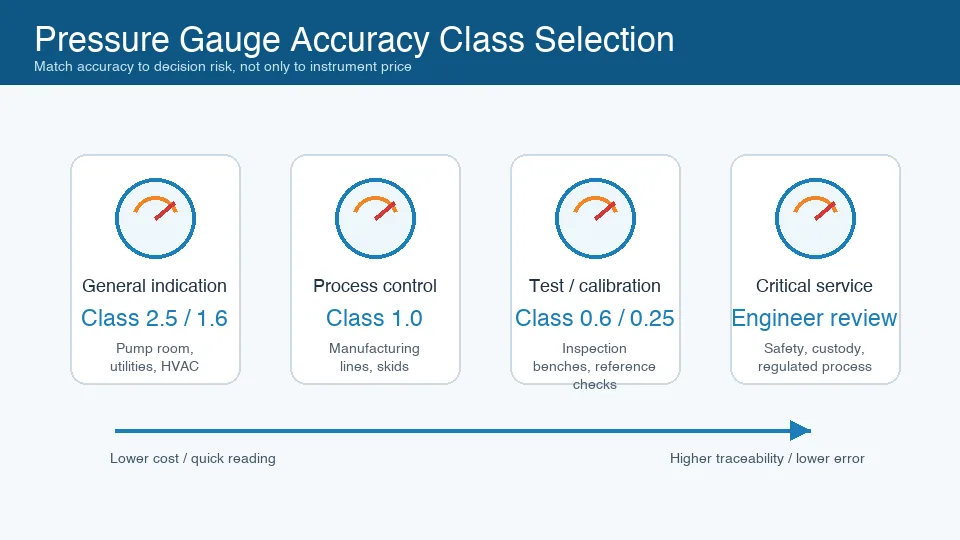
Sélection de la précision selon l'application
La précision requise est entièrement dictée par la tolérance de l'application à l'erreur de mesure.
- Grades 4A à 2A (±0.1% à ±0.5%): Ces manomètres de haute précision sont spécifiés pour les applications où une mesure exacte est critique. Cela inclut les bancs d'essai, les bancs d'étalonnage, les points de transfert commercial et les systèmes instrumentés de sécurité (SIS) où la pression est un paramètre clé pour une logique de déclenchement. Le coût plus élevé est justifié par la nécessité de minimiser l'incertitude du procédé et d'assurer la conformité sécuritaire ou réglementaire.
- Grade 1A / Classe 1.0 (±1.0%): C'est la spécification la plus courante pour la surveillance standard des procédés industriels. Elle fournit une indication fiable aux opérateurs pour contrôler et surveiller des procédés tels que les pressions de refoulement de pompe, les pressions de cuve de réacteur et les pressions de système hydraulique. La précision est suffisante pour un contrôle de procédé stable sans le coût d'un instrument de grade supérieur.
- Grade A / Classe 1.6 (±1.6%): Cette classe offre une solution rentable pour de nombreuses applications OEM et industrielles où le manomètre sert d'indicateur général de l'état du système. Elle convient pour surveiller les pressions différentielles de filtre, les pressions de ligne pneumatique et les niveaux de cuve où une valeur précise est moins importante que la connaissance de la condition de fonctionnement approximative.
- Grades B et inférieurs (≥ ±2.5%): Ces manomètres sont destinés aux services généraux où seule une indication de pression de base est nécessaire. Les utilisations courantes incluent les détendeurs d'air, les conduites d'eau et autres équipements non critiques.
Impact des conditions de service sur la précision réelle
La précision nominale d'un manomètre correspond à sa performance dans des conditions de laboratoire contrôlées et statiques. Sur le terrain, plusieurs facteurs peuvent introduire des erreurs supplémentaires, dégradant sa précision effective.
- Température : La température ambiante et celle du fluide de process affectent la précision. Le module d'élasticité du tube de Bourdon (généralement en acier inoxydable 316L ou en bronze phosphoreux) change avec la température, provoquant des dérives de lecture. Selon l'ASME B40.100, l'erreur supplémentaire peut atteindre ±0.4 % de l'étendue de mesure pour chaque écart de 14 °C (25 °F) par rapport à la température d'étalonnage de référence (20 °C / 68 °F). Solution : Utiliser des séparateurs à membrane avec des capillaires pour isoler le manomètre des températures de process extrêmes ou spécifier un boîtier rempli de liquide pour amortir les fluctuations de température ambiante.
- Vibrations : Les vibrations à haute fréquence provenant de pompes, de moteurs ou de compresseurs provoquent une vibration de l'aiguille, rendant le manomètre difficile à lire et accélérant l'usure du mécanisme interne. Cela entraîne une défaillance prématurée et une perte de précision. Solution : Un boîtier rempli de liquide (glycérine ou silicone) amortit l'aiguille et lubrifie le mécanisme, prolongeant considérablement la durée de vie et maintenant la lisibilité.
- Pulsations et cycles de pression : Les cycles de pression rapides, comme ceux d'une pompe volumétrique, peuvent causer la fatigue du métal dans le tube de Bourdon, entraînant un décalage permanent du zéro et une défaillance éventuelle. Solution : Installer un amortisseur de pression ou une vanne à pointeau en amont du manomètre pour atténuer les pulsations. Sélectionner une plage de manomètre où la pression de service se situe au milieu de l'échelle réduit également la contrainte sur le tube de Bourdon.
Intervalles d'étalonnage et gestion du cycle de vie
La précision n'est pas permanente. Tous les manomètres mécaniques sont sujets à une dérive dans le temps en raison de l'usure mécanique, de la fatigue et des contraintes environnementales. Un programme d'étalonnage est essentiel pour vérifier la performance des instruments installés.
La fréquence d'étalonnage dépend de la criticité de l'application et de la sévérité des conditions de service. Un point de départ courant est :
- Service critique (Sécurité, Contrôle de procédé) : Intervalle de 6 mois.
- Service industriel général : Intervalle de 12 mois.
- Indicateurs non critiques : Vérification lors des arrêts d'usine planifiés ou si les lectures deviennent suspectes.
Les enregistrements d'étalonnage révèlent la tendance de performance de l'instrument. Un manomètre qui nécessite constamment un ajustement important est un candidat au remplacement. L'étalon de calibration utilisé doit être au moins quatre fois plus précis que l'instrument sous test (un rapport d'incertitude de test de 4:1) pour garantir un étalonnage valide. L'étalonnage régulier n'est pas seulement une bonne pratique ; c'est un élément central de la gestion de la sécurité des procédés et des systèmes de management de la qualité comme ISO 9001.
Key takeaways
- Choisissez une plage de mesure où la pression de service se situe entre 25 % et 75 % de l'étendue de l'échelle pour une précision et une durée de vie optimales.
- Utilisez une précision de 1.0 % (ASME 1A) ou 1.6 % (ASME A) pour la surveillance générale ; réservez 0.5 % (ASME 2A) ou mieux pour le contrôle de procédé critique et les systèmes de sécurité.
- Spécifiez des manomètres à bain de liquide pour les applications avec vibrations ou pulsations importantes afin de protéger le mécanisme interne et d'assurer la lisibilité.
- Isolez les manomètres des températures de fluide inférieures à -20°C ou supérieures à +65°C à l'aide de séparateurs à membrane, siphons ou capillaires pour éviter l'erreur thermique.
- Mettez en place un programme d'étalonnage périodique basé sur la criticité de l'application pour vérifier la précision en service et gérer le cycle de vie de l'instrument.
Related products
- General Pressure Gauge - Radial (ZX-08-R) — 0–40 MPa
- Stainless Steel Pressure Gauge - Radial (ZX-01-R) — 0–100 MPa
Часто задаваемые вопросы
What accuracy class should I select for general industrial monitoring?
For general-purpose process monitoring (tank levels, pipeline pressures, utility systems), accuracy class 1.6 per EN 837-1 (±1.6% of full scale) is standard and adequate. Specify class 1.0 only when tighter tolerances are required for control or safety interlock circuits.
How do I calculate actual measurement error from accuracy class?
Multiply the full-scale range by the accuracy class percentage. Example: a 0–10 bar gauge at class 1.6 has a maximum error of ±0.16 bar across the entire scale. At mid-scale (5 bar), this represents a ±3.2% relative error — important when specifying gauges for process control near set points.
Why should the working pressure be 25–75% of the gauge's full-scale range?
Operating below 25% of full scale produces inaccurate readings because Bourdon tube deflection is minimal. Operating above 75% causes metal fatigue, reducing gauge life and accuracy. The 25–75% rule optimizes both accuracy and service life. For pulsating pressures, restrict to 25–65% of full scale.
What is the difference between accuracy class and total error band?
Accuracy class (the EN 837-1 class) covers only the maximum scale deviation under stable conditions. Total error band also includes hysteresis (deviation between ascending and descending readings), repeatability (consistency across multiple readings), and temperature error (shift with ambient temperature changes). For critical measurements, specify all four parameters.
When should I upgrade from accuracy class 1.6 to class 0.6?
Upgrade to class 0.6 or better for: pressure-based flow measurement (orifice plates, where 1% flow error requires 0.5% pressure accuracy), safety instrumented systems (SIS) where the gauge reading triggers an interlock, pharmaceutical or food process control with regulatory accuracy requirements, and any application where a class 1.6 error (±1.6% FS) exceeds the process tolerance.
Can accuracy class degrade over time in service?
Yes. Bourdon tube metal fatigue, process contamination, and vibration can all cause accuracy drift. EN 837-1 recommends annual calibration for class 0.6 and better, and periodic calibration every 1–3 years for class 1.6 in industrial service. Replace gauges showing more than 1.5× their rated error during calibration verification.