Especificar un manómetro requiere equilibrar rendimiento, seguridad y coste. Una precisión sobre-especificada añade un gasto innecesario, mientras que una precisión insuficiente puede comprometer el control del proceso y la seguridad de la planta. La elección óptima depende de una comprensión clara de las normas internacionales de precisión, las demandas específicas de la aplicación y los factores ambientales que degradan el rendimiento del instrumento con el tiempo. Este resumen técnico proporciona un marco sistemático para seleccionar la clase de precisión de manómetro adecuada para el servicio industrial, garantizando una medición fiable y la integridad operativa.
Normas de Precisión: Entendiendo ASME B40.100 y EN 837-1

La precisión de un manómetro se define como la conformidad del valor indicado con el valor de presión real. Para los manómetros analógicos (tubo Bourdon), esto se expresa típicamente como un porcentaje del rango de escala completa, o span. Dos normas internacionales principales rigen estas clasificaciones: ASME B40.100 en Norteamérica y EN 837-1 en Europa. Ambas normas definen grados o clases de precisión que especifican el error máximo permisible a lo largo de la escala del manómetro.
Es fundamental distinguir entre la precisión sobre el valor de fondo de escala y la precisión sobre la indicación. Casi todos los manómetros analógicos industriales se especifican por su precisión sobre el valor de fondo de escala. Para un manómetro con una precisión del 1.0% y un rango de 0-100 bar, el error máximo permisible es de ±1 bar en *cualquier punto de la escala*. Esto significa que el error relativo es mucho mayor en el extremo inferior del rango (p. ej., un error de ±1 bar en una lectura de 10 bar es un error del 10% en relación con la lectura). Por esta razón, la presión de operación normal siempre debe estar en el tercio medio del rango del manómetro (aproximadamente del 25% al 75% del span), donde la precisión declarada es más efectiva.
En contraste, la precisión sobre la indicación, común en los manómetros digitales, define el error como un porcentaje de la lectura específica. Esto proporciona una precisión relativa más consistente en todo el rango de medición, pero no es el estándar para los manómetros mecánicos.
Ver nuestro catálogo de manómetros →Más de 143 modelos de manómetros industriales→Equivalencias de Clases de Precisión entre Normas
Los ingenieros a menudo se encuentran con especificaciones que hacen referencia a las normas ASME o EN. Aunque los principios son similares, los designadores de grado difieren. Comprender la equivalencia es esencial para el aprovisionamiento global y la especificación de equipos. ASME B40.100 utiliza un sistema de letras (p. ej., 1A, 2A, B), mientras que EN 837-1 utiliza un número de clase que corresponde al porcentaje de error (p. ej., 1.0, 1.6).
La siguiente tabla proporciona una comparación directa de las clases de precisión comunes y sus aplicaciones típicas:
| Grado ASME B40.100 | Clase EN 837-1 | Precisión (% del Span) | Aplicación Típica |
|---|---|---|---|
| 4A | 0.1 | ±0.1% | Manómetros de Prueba, Patrones de Lab. |
| 3A | 0.25 | ±0.25% | Medición de Precisión, Calibración |
| 2A | 0.5, 0.6 | ±0.5%, ±0.6% | Control de Procesos Críticos |
| 1A | 1.0 | ±1.0% | Monitorización de Procesos Industriales |
| A | 1.6 | ±1.6% | Uso General, Equipos OEM |
| B | 2.5 | ±2.5% | Servicios Auxiliares (Aire, Agua) |
| C, D | 4.0 | ±4.0% | Indicadores de Bajo Coste, Reguladores |
Manogauge fabrica instrumentos que cumplen con todos los principales grados industriales, asegurando la intercambiabilidad y el cumplimiento de las especificaciones del proyecto, independientemente de la norma que lo rija.
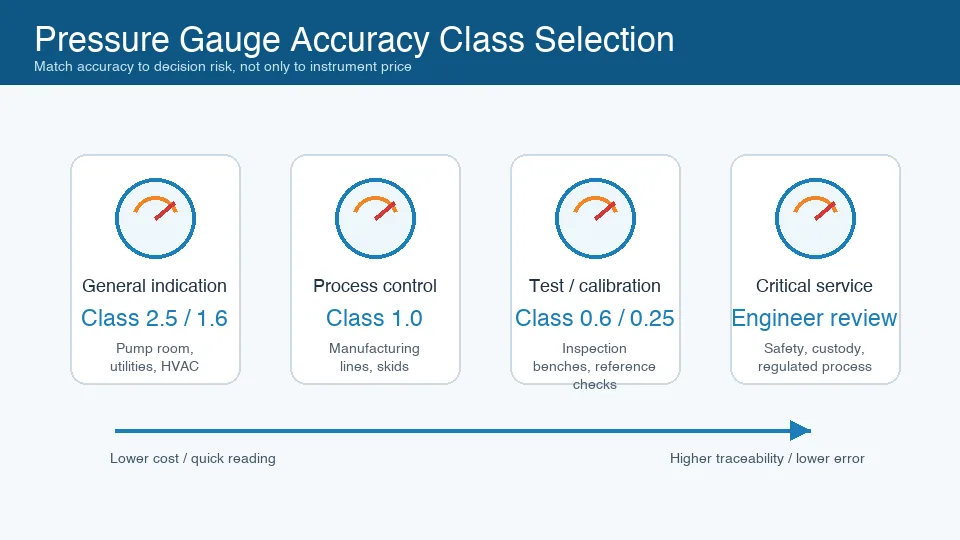
Selección de la Precisión Según la Aplicación
La precisión requerida viene dictada enteramente por la tolerancia de la aplicación al error de medición.
- Grados 4A a 2A (±0.1% a ±0.5%): Estos manómetros de alta precisión se especifican para aplicaciones donde la medición exacta es crítica. Esto incluye bancos de prueba, bancos de calibración, puntos de transferencia de custodia y sistemas instrumentados de seguridad (SIS) donde la presión es un parámetro clave para la lógica de disparo. El mayor coste se justifica por la necesidad de minimizar la incertidumbre del proceso y garantizar la seguridad o el cumplimiento normativo.
- Grado 1A / Clase 1.0 (±1.0%): Esta es la especificación más común para la monitorización estándar de procesos industriales. Proporciona una indicación fiable para que los operadores controlen y supervisen procesos como las presiones de descarga de bombas, las presiones en reactores y las presiones de sistemas hidráulicos. La precisión es suficiente para un control de proceso estable sin el gasto de un instrumento de mayor grado.
- Grado A / Clase 1.6 (±1.6%): Este grado ofrece una solución rentable para muchas aplicaciones OEM e industriales donde el manómetro sirve como un indicador general del estado del sistema. Es adecuado para monitorizar presiones diferenciales en filtros, presiones de líneas neumáticas y niveles de tanques donde un valor preciso es menos importante que conocer la condición operativa aproximada.
- Grados B e inferiores (≥ ±2.5%): Estos manómetros están destinados a servicios auxiliares generales donde solo se necesita una indicación básica de la presión. Los usos comunes incluyen reguladores de aire, líneas de agua y otros equipos no críticos.
Cómo las Condiciones de Servicio Degradan la Precisión
La precisión nominal de un manómetro es su rendimiento bajo condiciones de laboratorio controladas y estáticas. En campo, varios factores pueden introducir errores adicionales, degradando su precisión efectiva.
- Temperatura: Tanto la temperatura ambiente como la del fluido de proceso afectan a la precisión. El módulo de elasticidad del tubo Bourdon (típicamente acero inoxidable 316L o bronce fosforado) cambia con la temperatura, causando desviaciones en la lectura. Según ASME B40.100, el error adicional puede ser de hasta ±0.4% del span por cada 14 °C (25 °F) de desviación de la temperatura de calibración de referencia (20 °C / 68 °F). Mitigación: Utilice sellos de diafragma con capilares para aislar el manómetro de temperaturas de proceso extremas o especifique una caja con relleno de líquido para amortiguar las fluctuaciones de la temperatura ambiente.
- Vibración: La vibración de alta frecuencia de bombas, motores o compresores causa la oscilación de la aguja, dificultando la lectura del manómetro y acelerando el desgaste del mecanismo de engranajes interno. Esto conduce a fallos prematuros y a la pérdida de precisión. Mitigación: Una caja con relleno de líquido (glicerina o silicona) amortigua la aguja y lubrica el mecanismo, extendiendo drásticamente la vida útil y manteniendo la legibilidad.
- Pulsación y Ciclos de Presión: Los ciclos de presión rápidos, como los de una bomba de desplazamiento positivo, pueden causar fatiga del metal en el tubo Bourdon, lo que lleva a un desplazamiento permanente del punto cero y a un eventual fallo. Mitigación: Instale un amortiguador de presión (snubber) o una válvula de aguja aguas arriba del manómetro para atenuar las pulsaciones. Seleccionar un rango de manómetro donde la presión de operación esté en el centro de la escala también reduce la tensión en el tubo Bourdon.
Intervalos de Calibración y Gestión del Ciclo de Vida
La precisión no es permanente. Todos los manómetros mecánicos están sujetos a la deriva con el tiempo debido al desgaste mecánico, la fatiga y el estrés ambiental. Un programa de calibración es esencial para verificar el rendimiento de los instrumentos instalados.
La frecuencia de la calibración depende de la criticidad de la aplicación y de la severidad de las condiciones de servicio. Un punto de partida común es:
- Servicio Crítico (Seguridad, Control de Proceso): Intervalo de 6 meses.
- Servicio Industrial General: Intervalo de 12 meses.
- Indicadores no Críticos: Verificar durante las paradas de planta programadas o si las lecturas se vuelven sospechosas.
Los registros de calibración revelan la tendencia de rendimiento del instrumento. Un manómetro que requiere consistentemente un ajuste significativo es candidato a ser reemplazado. El patrón de calibración utilizado debe ser al menos cuatro veces más preciso que el dispositivo bajo prueba (una Relación de Incertidumbre de Prueba de 4:1) para garantizar una calibración válida. La calibración regular no es solo una buena práctica; es un componente central de la gestión de la seguridad de procesos y de los sistemas de control de calidad como ISO 9001.
Key takeaways
- Seleccione un rango de manómetro donde la presión de operación normal se encuentre entre el 25% y el 75% del valor de fondo de escala para una precisión y vida útil óptimas.
- Utilice una precisión del 1.0% (ASME 1A) o 1.6% (ASME A) para monitorización general; reserve el 0.5% (ASME 2A) o superior para control de procesos críticos y sistemas de seguridad.
- Especifique manómetros con relleno de líquido en aplicaciones con vibración o pulsación significativas para proteger el mecanismo interno y asegurar la legibilidad.
- Aísle los manómetros de temperaturas del fluido inferiores a -20°C o superiores a +65°C mediante sellos de diafragma, sifones o capilares para evitar el error térmico.
- Implemente un programa de calibración periódica basado en la criticidad de la aplicación para verificar la precisión en servicio y gestionar el ciclo de vida del instrumento.
Related products
- General Pressure Gauge - Radial (ZX-08-R) — 0–40 MPa
- Stainless Steel Pressure Gauge - Radial (ZX-01-R) — 0–100 MPa
Часто задаваемые вопросы
What accuracy class should I select for general industrial monitoring?
For general-purpose process monitoring (tank levels, pipeline pressures, utility systems), accuracy class 1.6 per EN 837-1 (±1.6% of full scale) is standard and adequate. Specify class 1.0 only when tighter tolerances are required for control or safety interlock circuits.
How do I calculate actual measurement error from accuracy class?
Multiply the full-scale range by the accuracy class percentage. Example: a 0–10 bar gauge at class 1.6 has a maximum error of ±0.16 bar across the entire scale. At mid-scale (5 bar), this represents a ±3.2% relative error — important when specifying gauges for process control near set points.
Why should the working pressure be 25–75% of the gauge's full-scale range?
Operating below 25% of full scale produces inaccurate readings because Bourdon tube deflection is minimal. Operating above 75% causes metal fatigue, reducing gauge life and accuracy. The 25–75% rule optimizes both accuracy and service life. For pulsating pressures, restrict to 25–65% of full scale.
What is the difference between accuracy class and total error band?
Accuracy class (the EN 837-1 class) covers only the maximum scale deviation under stable conditions. Total error band also includes hysteresis (deviation between ascending and descending readings), repeatability (consistency across multiple readings), and temperature error (shift with ambient temperature changes). For critical measurements, specify all four parameters.
When should I upgrade from accuracy class 1.6 to class 0.6?
Upgrade to class 0.6 or better for: pressure-based flow measurement (orifice plates, where 1% flow error requires 0.5% pressure accuracy), safety instrumented systems (SIS) where the gauge reading triggers an interlock, pharmaceutical or food process control with regulatory accuracy requirements, and any application where a class 1.6 error (±1.6% FS) exceeds the process tolerance.
Can accuracy class degrade over time in service?
Yes. Bourdon tube metal fatigue, process contamination, and vibration can all cause accuracy drift. EN 837-1 recommends annual calibration for class 0.6 and better, and periodic calibration every 1–3 years for class 1.6 in industrial service. Replace gauges showing more than 1.5× their rated error during calibration verification.